
Сквозной цикл производства изделия как результат внедрения ИПИ-технологий в ОКБМ
Структура информационной поддержки изделия
Отработка модели на технологичность
Технологическая подготовка производства
Разработка управляющих программ
Сегодня от предприятия требуется применение самых современных методов и подходов к созданию и поддержке изделия на всех стадиях его жизненного цикла.
Одной из основных задач по реструктуризации Опытного конструкторского бюро машиностроения им. И.И.Африкантова (ОКБМ), представленных в «Стратегии развития ОКБМ на 2003-2007 гг.», является полномасштабное внедрение технологий информационной поддержки изделий (ИПИ-технологий), что позволит качественно повысить уровень развития предприятия.
Эффективное использование систем сквозного проектирования и изготовления изделий предполагает привлечение значительных материальных и трудовых ресурсов. Поэтому при комплексном применении ИПИ-технологий необходимо обеспечить единое интегрированное информационное пространство, позволяющее организовать взаимодействие всех участников жизненного цикла изделия в соответствии с требованиями системы международных стандартов.
На основе концепции развития предприятия была разработана ИТ-стратегия реализации следующих задач:
- создание интегрированной информационной среды для сквозного параллельного конструкторско-технологического проектирования и производства продукции; сохранение критически важных технологий; существенное сокращение сроков и стоимости выпуска новых видов продукции и обеспечение ее конкурентоспособности на рынке (CAD/CAM/CAE/PLM-системы);
- оптимизация всего комплекса работ, связанных с управлением, планированием, учетом и контролем материальных, финансовых потоков и трудовых ресурсов; координация деятельности различных функциональных подразделений в единой информационной среде (ERP-система);
- обеспечение информационной поддержки изделия на стадиях его эксплуатации и утилизации.

Рис. 1. Укрупненная схема построения ИПИ
Структура информационной поддержки изделия
Внедрение ИПИ-технологий на стадии проектирования изделия предусматривает:
- выбор и внедрение системы электронного технического документооборота и систем автоматизированного проектирования разного уровня;
- выбор и оптимизацию работы расчетных систем и консолидацию их в единую среду (обеспечение обмена проектными данными между ними);
- разработку и наполнение баз данных стандартных элементов и нормативно-технической документации.
Внедрение информационных технологий в процессе технологической подготовки производства — одна из главных задач оптимизации проектирования, актуализации и сопровождения технологических документов в электронном виде. Сокращение сроков конструкторско-технологической подготовки производства (КТПП) осуществляется за счет:
- организации параллельного выполнения работ по конструкторскому и технологическому проектированию;
- прямого обмена проектной информацией в электронном виде между участниками работ, исключающего повторный ввод данных на этапах выполнения работ по технологии сквозного создания изделия;
- выполнения проектных работ на стадии разработки КД и ТД по безбумажной технологии благодаря замене рабочих (промежуточных) бумажных носителей информации на электронные.
Рассмотрим работы, выполняемые по данному бизнес-процессу, более подробно.
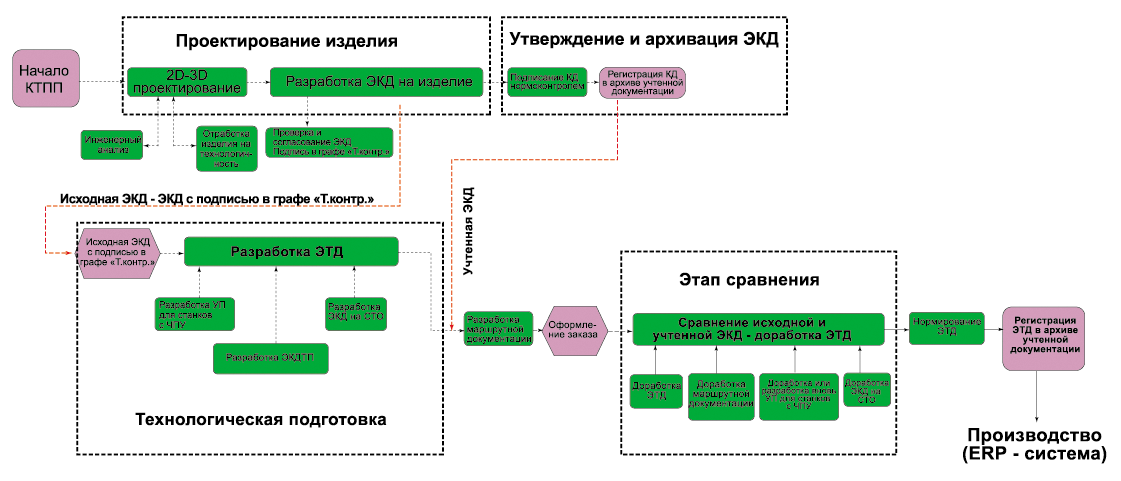
Рис. 2. Упрощенный бизнес-процесс параллельной конструкторско-технологической подготовки производства, используемый в ОКБМ
Проектирование изделия
На этом этапе осуществляется проектирование трехмерных моделей и сборочных единиц изделия с разработкой его структуры и спецификаций.
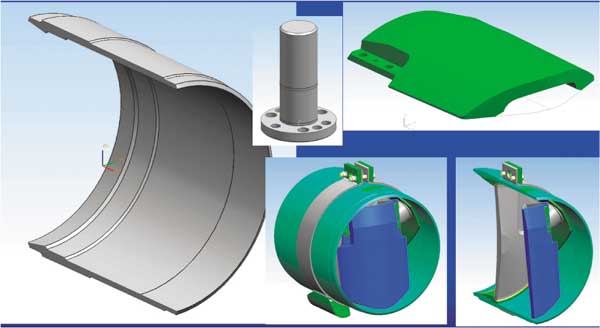
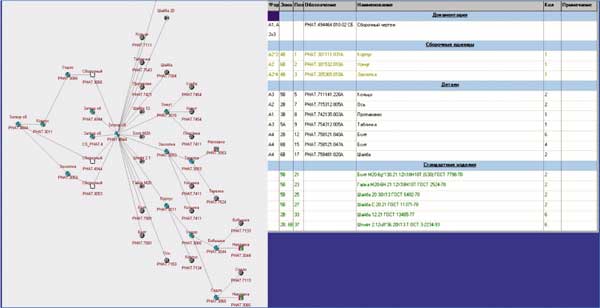
Рис. 3. Проектирование трехмерных моделей, структуры изделия и спецификаций
Инженерный анализ
Успешное использование CAD-геометрии в расчетных системах требует решения ряда организационных и технических задач, обеспечивающих:
- подготовку и упрощение 3D-геометрии;
- импорт 3D-геометрии в расчетные пакеты;
- актуальность информации, передаваемой для выполнения расчетного анализа.
В рамках решения этих задач была разработана и представлена в отчете «Требования к подготовке и передаче 3D-моделей…» методика ассоциативной передачи геометрии в расчетные пакеты, позволяющая обеспечить актуальность и достоверность информации, предоставляемой для выполнения расчетного анализа.
При повторном проведении расчета упрощенная модель модифицируется в соответствии с изменениями, произведенными в исходной модели. При этом обеспечивается перезадание граничных условий, позволяющих рассчитывать только измененную геометрию.
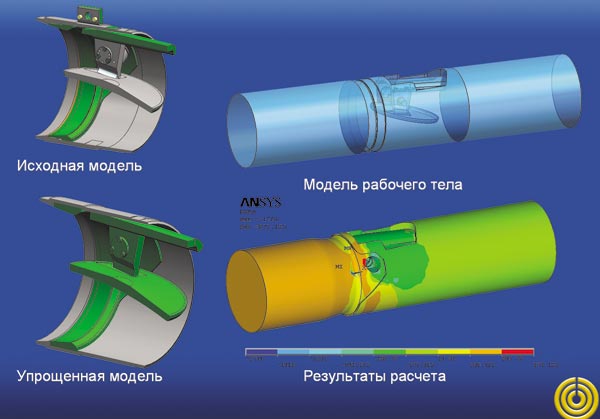
Рис. 4. Ассоциативная передача геометрии в расчетные системы
Отработка модели на технологичность
Повысить качество проектируемого изделия позволит использование 3D-моделей, оптимизирующих технологичность конструкции.
По окончании выполнения работ электронный конструкторский документ подписывается электронной подписью в графе чертежа Т.Контр.
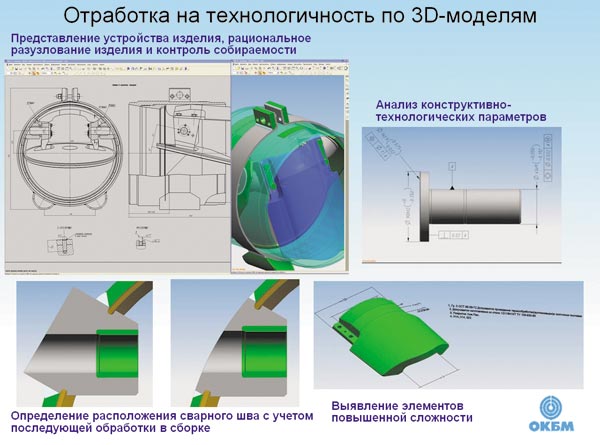
Рис. 5. Отработка конструкции изделия на технологичность по 3D-модели
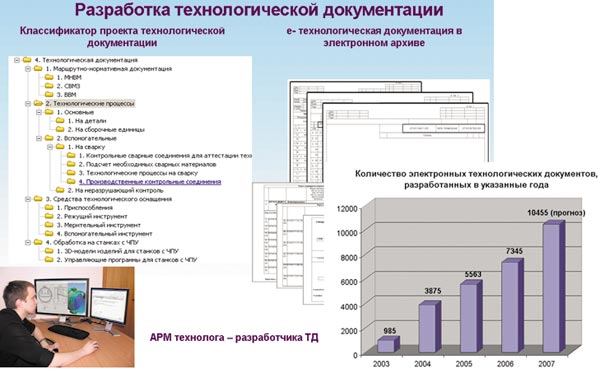
Рис. 6. Разработка электронной технологической документации с использованием специализированного АРМ технолога
Технологическая подготовка производства
На этом этапе ведется разработка комплекта технологической документации (техпроцессы для различных видов производства, конструкторская документация на СТО) и формирование управляющих программ (УП) для станков с ЧПУ. Параллельно осуществляются процессы утверждения, нормоконтроля и доработки ЭКД.
Выполнение работ на этом этапе может быть разбито на несколько подэтапов, выполняемых параллельно.
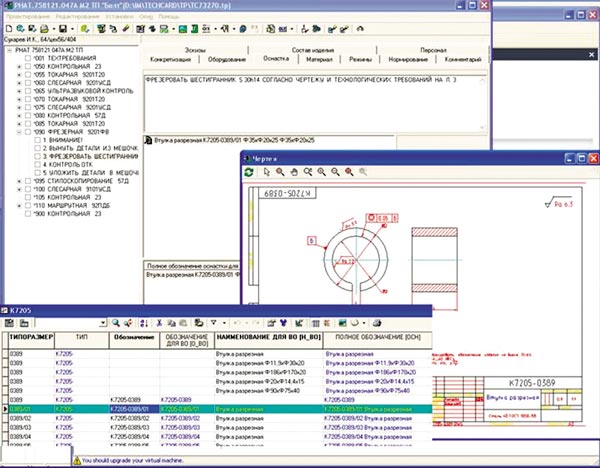
Рис. 7. Оснащение техпроцессов специализированной оснасткой
Электронная технологическая документация разрабатывается параллельно с ЭКД. При этом используется двухмониторный АРМ технолога.
Важным представляется взаимодействие различных технологических служб (механообработка — сварка, механообработка — неразрушающий контроль, механообработка — ЧПУ, сборка — сварка и т.д.). В ОКБМ организована их параллельная работа по созданию своих частей техпроцессов на определенное изделие (карты механической обработки, сварки, неразрушающего контроля и т.д.) с последующим формированием единого сквозного «сборного» техпроцесса, содержащего в себе все необходимые виды обработки изделия. Это существенно экономит время.
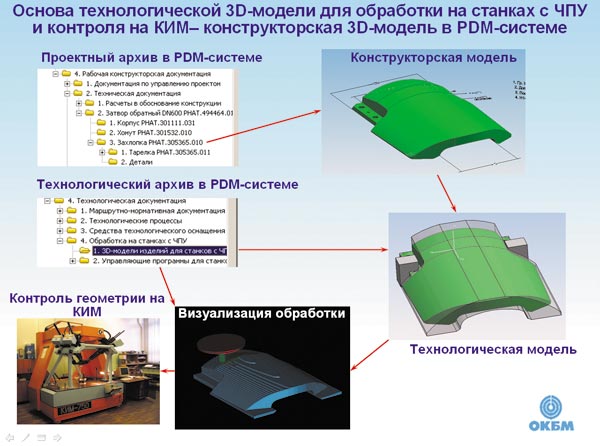
Рис. 8. Основа изготовления изделия — конструкторская 3D-модель
Кроме того, наличие в PDM-системе на одно изделие одного электронного техпроцесса (с учетом расцеховочного маршрута), содержащего все специализированные части, значительно упрощает процесс нормирования и последующей выгрузки данных в систему управления предприятием.
Параллельно с ЭТД формируется ЭКД на СТО. При разработке техпроцесса технолог формирует заявку на проектирование специализированной оснастки и выдает задание конструктору. Конструктор, в свою очередь, эту оснастку либо подбирает из ранее созданной и зарегистрированной, либо разрабатывает вновь с последующей регистрацией в базе данных оснастки предприятия. Результатом является оснащенный техпроцесс и актуальная база данных специализированной оснастки, связанной с зарегистрированной в PDM-системе конструкторской документацией на оснастку.
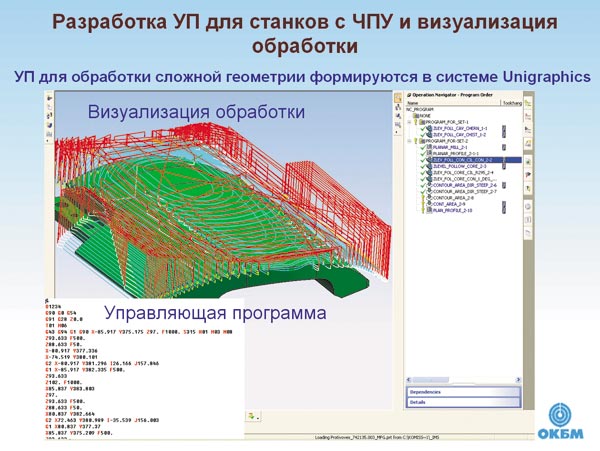
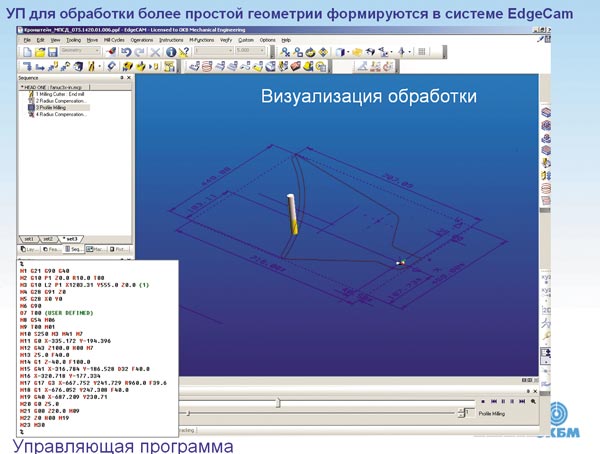
Рис. 9. Визуализация обработки изделия
Разработка управляющих программ
Еще на стадиях конструкторской проработки изделия и 3D-моделирования производится формирование трехмерных технологических моделей для деталей, изготавливаемых на станках с ЧПУ. Основой для такой разработки является конструкторская модель, зарегистрированная в электронном архиве.
Управляющие программы для станков с ЧПУ формируются с учетом возможного ассоциативного обновления конструкторской модели, зарегистрированной в электронном архиве предприятия.
Нормирование ЭТД
Параллельно с разработкой ЭТД сотрудники бюро нормирования нормируют ее.
После окончательного утверждения и архивации ЭКД оформляется заказ для запуска изделия в производство. При этом технологическая документация корректируется в соответствии с результатами сравнения ранее сохраненной исходной версии ЭКД с учтенной версией, помещенной в архив утвержденной документации предприятия. А затем по разработанным управляющим программам осуществляется изготовление деталей на станках с ЧПУ.
Таким образом, комплексное использование возможностей программного обеспечения позволило организовать совместную параллельную работу различных технологических служб предприятия на этапе технологической подготовки производства, значительно сократив время выпуска комплекта технологической документации и всего изделия в целом.
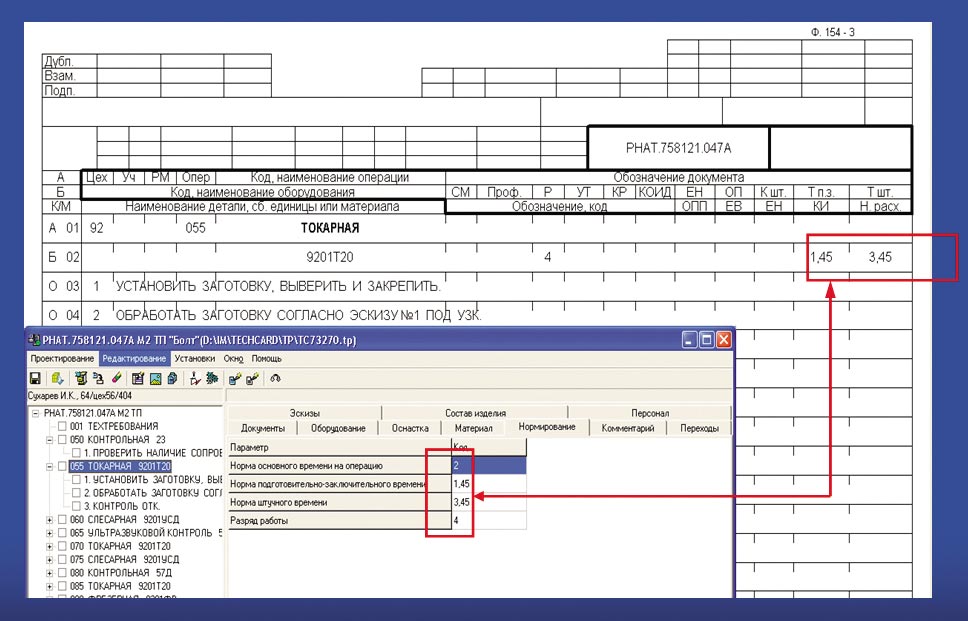
Рис. 10. Нормирование электронной технологической документации
Проведенные работы продемонстрировали широкие возможности дальнейшего сокращения сроков КТПП. На начальном этапе внедрения работа технологической службы по указанной схеме более трудоемкая, поскольку предусматривает необходимость доработки ЭТД по итогам сравнения исходной и учтенной версий ЭКД. Однако в конечном счете преимущества от сокращения времени КТПП очевидны.
Нельзя не отметить, что в части использования ПО для разработки постпроцессоров, формирования управляющих программ, визуализации обработки, повышения эффективности раскроя листовых материалов, оптимизации процессов заливки и кристаллизации жидкого металла неоценимую помощь нашему предприятию оказали специалисты группы компаний CSoft (www.csoft.ru).
При их содействии мы освоили целый ряд программных продуктов, таких как Unigraphics, Autodesk Inventor (www.inventor.ru), Autodesk Mechanical Desktop, AutoCAD (www.caduser.ru), VERICUT, LVMFlow, Техтран и др.
Взаимовыгодное сотрудничество продолжается и в настоящее время. Совместными усилиями на предприятии отрабатываются технологии изготовления изделий методом точного литья из жаропрочных нержавеющих сталей по выжигаемым моделям, выращенным на 3D-принтерах фирмы Contex (www.contex.ru).
Заместитель директора ОКБМ по ИТ.
Владимир Банкрутенко
Начальник подразделения.
Алексей Лазарев
Начальник бюро САПР и ТПП.
Кирилл Комиссаров
Инженер по ИТ бюро САПР и ТПП.

