
Автоматизация проектирования технологических процессов сварки
Системы автоматизированного проектирования (САПР) стали основным инструментом работы инженеров практически во всех отраслях промышленности. Для решения задач технологической подготовки производства наиболее широкое распространение получили САПР технологических процессов (ТП), которые позволяют существенно повысить качество и скорость технологического проектирования.
Функциональность существующих коммерческих САПР ТП ориентирована на автоматизацию общих задач технологического проектирования для разных видов производства: формирование текста ТП, подбор оборудования и средств оснащения, выпуск технологической документации, поддержка справочных информационных массивов. Методология автоматизированного проектирования в САПР ТП в настоящее время достаточно отработана и содержит набор стандартных методов:
- диалоговое проектирование (с использованием баз данных);
- проектирование на основе техпроцесса-аналога;
- проектирование с применением часто повторяемых технологических решений;
- проектирование на основе групповых и типовых техпроцессов;
- проектирование на основе технологического описания (кодирования) геометрии обрабатываемых поверхностей.
Указанные методы могут использоваться практически для любых видов производства. Вместе с тем очевидно, что для эффективной разработки ТП сварки с помощью САПР требуется решение ряда специализированных вопросов:
- автоматизированный подбор сварочных материалов по определенным наборам критериев;
- автоматизированное получение объективных режимов сварки;
- автоматизированный расчет норм расхода вспомогательных материалов (электродов, газов и пр.), электроэнергии, основного и вспомогательного времени на сварочный переход;
- создание единого механизма описания алгоритмов для различных способов сварки;
- создание единой рабочей среды технолога, в которой представлена вся необходимая конструкторская и технологическая информация (как текстовая, так и графическая).
Анализ, проведенный специалистами АСКОН, показал, что применение традиционной методологии автоматизированного проектирования к разработке ТП сварки не позволяет достичь высокой степени автоматизации в силу следующих причин:
- многовариантность сочетаний различных параметров и условий сварки в ТП;
- проблемы учета специфики ТП сварки в типовой модели САПР;
- сложность в оптимизации представления справочных данных по сварке пользователю на основе традиционных интерфейсов;
- специфические требования к расчету режимов обработки (сварки).
Необходимо также подчеркнуть, что назначение режимов сварки — один из самых важных этапов в подготовке технологической документации сварочного производства. Решение данного вопроса обычно осуществляется путем использования различных расчетных методов, основанных на теории тепловых процессов при сварке. Эти методы позволяют с достаточной достоверностью определять параметры режима, но применимы для ограниченной группы марок материалов, типов сварных швов и видов сварки. Вместе с тем на предприятиях зачастую назначаются режимы, полученные опытным путем либо взятые из справочников. Следовательно, в САПР ТП должно обеспечиваться использование как реальной информации о режимах сварки, так и пользовательских алгоритмов для их расчета.
Таким образом, для эффективного решения обозначенных выше вопросов требуется поиск нового подхода к автоматизированному проектированию технологических процессов сварки.
В основу разработки актуального решения был заложен следующий принцип: инженер, ориентируясь на возможности предприятия, формирует определенные технологические решения уже при проектировании сварной конструкции. Носителем такой информации являются стандартные конструктивные элементы (КЭ) сварных швов, указанные в нормативной или справочной документации. Так, в государственных стандартах на КЭ сварных швов регламентируется их конфигурация и геометрические размеры в зависимости от толщины кромок и способа сварки. Таким образом, автоматизация технологического проектирования сварки должна базироваться на максимально эффективном применении конструктивных (точнее, конструкторско-технологических) элементов (КТЭ) сварных швов, которые фактически служат связующим звеном между конструкцией сварного изделия и технологией его изготовления.
В качестве инструментальной основы для создания специализированной среды проектирования техпроцессов сварки выбрана САПР ТП ВЕРТИКАЛЬ, поскольку в ней уже решены некоторые важные вопросы:
- введено понятие КТЭ как объекта технологии;
- разработана методология и мощный инструментарий использования КТЭ для автоматизации технологического проектирования;
- создана единая среда с отображением как конструкторской, так и технологической информации;
- разработаны средства автоматического формирования комплектов технологической документации.
Прикладной модуль «Система расчета режимов сварки к САПР ТП ВЕРТИКАЛЬ» предназначен для комплексной автоматизации работ технолога-сварщика при проектировании техпроцессов сварки. Приложение в рамках функциональности модуля позволяет решить следующие задачи:
- автоматизированный подбор режимов для основных видов сварки;
- автоматизированный подбор сварочных материалов;
- расчет норм расхода сварочных материалов;
- расчет расхода электроэнергии и основного времени на технологический переход;
- генерация готовых фрагментов техпроцесса сварки (наборы операций и переходов) по заданным параметрам сварного шва и способа сварки;
- настройка всех параметров и алгоритмов обработки данных для любых сварных швов и способов сварки.
При проектировании техпроцессов сварки и подборе режимов учитываются конструктивные элементы сварных швов (ГОСТ 5264–80, ГОСТ 14771–76 и др.), положение шва в пространстве, применяемые материалы (основные, вспомогательные), характеристики оборудования и другие необходимые параметры.
Способ сварки деталей может быть указан для всего шва или отдельно для каждого слоя шва. Возможен автоматизированный подбор сварочных материалов с учетом требований к межкристаллитной коррозии и условиям эксплуатации сварной конструкции.
В качестве основы при описании сварочных операций в технологии сварки взят КТЭ сварного шва. Информация о стандартных КТЭ перенесена из нормативно-технической документации в библиотеку конструктивно-технологических элементов. Каждому конструктивному элементу шва сопоставлены определенные технологические блоки и алгоритмы синтеза фрагмента ТП. В каждом таком блоке объединена конструкторская и технологическая информация: геометрические параметры сварных швов, группы свариваемых материалов, способ сварки, фрагменты технологии и исходная информация для расчета режимов либо непосредственно режимы сварки.
Пользователь может самостоятельно добавить и настроить любой конструкторско-технологический элемент при помощи «Системы администрирования сварочных КТЭ», которая является составной частью САПР.
Для описания КТЭ применяются изображения кромок и шва, их геометрические параметры, а также формулы для расчета площади поперечного сечения шва (площади наплавки или объема). Кроме того, для КТЭ назначаются способы сварки, которыми он может быть выполнен в соответствии с ГОСТ (либо стандартом предприятия), и фрагмент технологии, состоящий из набора параметризованных операций и переходов. Предусмотрено добавление нескольких вариантов фрагментов технологии, а также возможность послойного описания сварного шва (например, если слои шва выполняются различными способами сварки).
Реализованные алгоритмы позволяют в процессе разработки технологии автоматизировать подбор сварочных материалов с учетом способа сварки, основного материала, требований к межкристаллитной коррозии, диапазона рабочих температур сварной конструкции и др.
Каждый способ сварки характеризуется набором определенных параметров и алгоритмом работы, которые тоже могут редактироваться пользователем. Общая структура информационного обеспечения, принятая для проектирования техпроцессов сварки с применением КТЭ, показана на рис. 1.
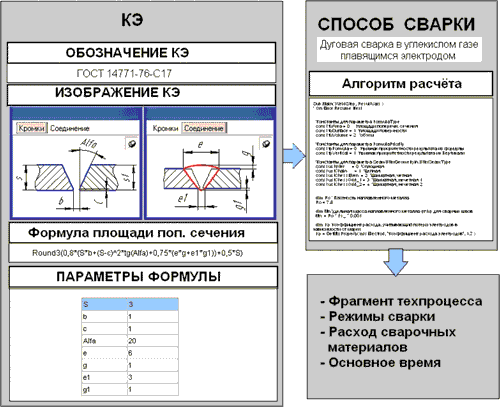
Рис. 1. Структура информационного обеспечения, принятая для проектирования техпроцессов сварки с применением КТЭ
Чтобы обеспечить учет всех особенностей, характерных для разных способов сварки, вся информация (исходная, справочная, расчетная и пр.), необходимая для расчета режимов, объединена в четыре группы:
1. Метод получения режимов сварки:
- расчет режимов по эмпирическим формулам;
- получение режима из таблиц режимов для КЭ.
2. Параметры:
- исходные;
- внутренние;
- результирующие;
- параметры взаимодействия с внешними модулями.
3. Алгоритмы:
- расчет расхода сварочных материалов;
- расчет времени сварки;
- порядок формирования строки режимов;
- прочие технологические расчеты.
4. Шаблоны вывода результатов расчета.
Указанное структурирование данных позволяет адаптировать систему к расчету любых способов сварки, настраивать конструктивные элементы сварных швов (стандартные и нестандартные), конфигурировать КТЭ (назначать перечень параметров и алгоритмы расчета), а также создавать и вести базы данных по каждому способу сварки.
Следует отметить, что поиск режима для угловых, тавровых и нахлесточных соединений, где в обозначении сварного шва указано значение катета, может проводиться по двум вариантам:
- по номинальному значению катета, указанного в параметрах формулы для расчета площади поперечного сечения сварного шва;
- по значению катета шва, указанного в ходе разработки технологии для конструктивного элемента.
При использовании второго варианта будет выбран режим сварки в соответствии с указанным требуемым значением катета. Площадь поперечного сечения шва и расход сварочных материалов при этом будут пересчитаны автоматически с учетом выбранного катета.
Типовой алгоритм работы технолога в рассматриваемой САПР ТП сварки включает следующие действия:
1. Выбрать из библиотеки требуемый КТЭ сварного шва.
2. Уточнить параметры КТЭ и автоматически получить план его обработки (фрагмент техпроцесса в виде последовательности операций и переходов с указанием средств технологического оснащения).
3. Поместить полученный фрагмент в техпроцесс.
4. Для основных переходов сварки получить в автоматизированном режиме информацию по сварочным материалам (включая нормы расхода), режимам сварки, нормы основного времени и др. Разместить полученные данные в техпроцессе.
5. По окончании проектирования запустить процесс автоматического формирования комплекта технологической документации.
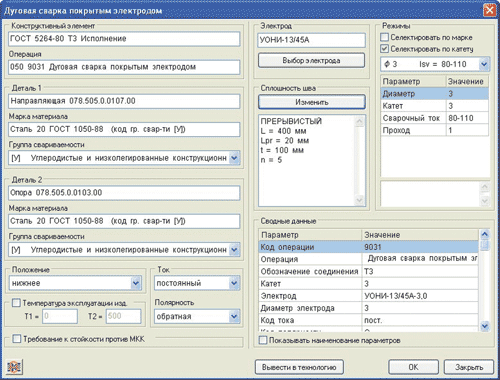
Рис. 2. Диалоговое меню Системы расчета режимов сварки
Отметим, что в помощь технологу-сварщику предусмотрены вспомогательные сервисы, которые позволяют вычислить количество участков при прерывистой сварке (прихватке), площадь прерывистой наплавки, оперативно определить геометрические параметры из чертежа и применить их в технологических расчетах (например, длину сварного шва), назначить допуски угловых и линейных размеров. Для этого предназначена Система администрирования сварочных КТЭ и режимы сварки:
- дуговая сварка покрытым электродом (рис. 2);
- дуговая сварка в углекислом газе сплошной проволокой;
- дуговая сварка в инертных газах неплавящимся электродом с присадочным металлом;
- дуговая сварка в инертных газах неплавящимся электродом без присадочного металла;
- дуговая сварка под флюсом;
- электрошлаковая сварка.
В составе комплекса программных продуктов АСКОН (САПР ТП ВЕРТИКАЛЬ, ЛОЦМАН:PLM, КОМПАС-3D и др.) обеспечивается полномасштабная автоматизация работ по виду производства «Сварка» в контексте технологической подготовки производства. Различными компонентами комплекса закрываются следующие задачи:
- автоматизация проектирования техпроцессов сварки;
- автоматическое формирование комплектов технологической документации по виду производства «Сварка» (согласно ГОСТ, СТП);
- формирование сводных ведомостей расхода сварочных материалов и других технологических норм (на узел, изделие, заказ и пр.);
- ведение базы данных по режимам сварки;
- ведение справочника технологических операций сварки;
- ведение справочника сварочного оборудования;
- ведение справочника материалов и сортаментов, применяемых на производстве (включая ведение физических характеристик материалов);
- укрупненный расчет норм трудовых затрат на сварочные операции.
Таким образом, разработанные специалистами АСКОН методы и средства автоматизированного проектирования обеспечили возможность полномасштабной автоматизации работ в контексте технологической подготовки сварочного производства. Система расчета режимов сварки (в составе комплекса программных продуктов АСКОН) успешно внедрена и применяется инженерами-технологами на промышленных предприятиях Российской Федерации и стран СНГ.
Рукововдитель группы, компания «АСКОН».
Илья Хармац
Канд. техн. наук, доцент Московского государственного технического университета гражданской авиации.

