
Конфигуратор конструктивно-технологических элементов и режимов сварки для САПР ТП ВЕРТИКАЛЬ
Современные системы автоматизированного проектирования технологических процессов (САПР ТП) дают пользователю возможность автоматизировать разработку технологического процесса и разместить его в едином информационном пространстве предприятия для оперативного получения различных отчетов. Для автоматизации работы с различными технологическими переделами используются специализированные приложения, одним из которых является Система расчета режимов сварки.
Вопросами оперативного получения режимов сварки и добавления их в технологический процесс мы начали заниматься еще в КОМПАСАвтопроект, предшественнике системы ВЕРТИКАЛЬ. Тогда были реализованы расчетные модули для ручной дуговой сварки и сварки в углекислом газе. Еще большее развитие эта тема получила уже в программном комплексе ВЕРТИКАЛЬ.
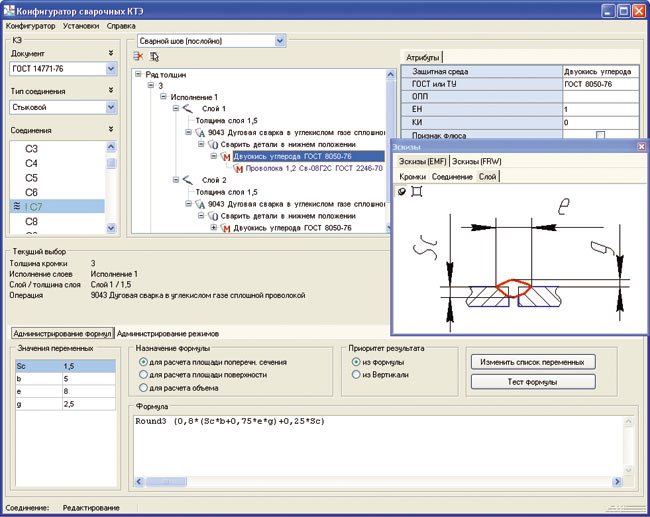
Геометрические параметры и фрагмент техпроцесса для КТЭ
Параметры режима и заданные значения
Большинство конструктивных элементов сварных швов регламентируется государственными стандартами или стандартами предприятия. А в САПР ТП ВЕРТИКАЛЬ появилась возможность работы с конструктивными элементами (КЭ). Это позволило взять за основу именно КЭ и, нарастив его дополнительной информацией, создать из него уже готовый конструктивнотехнологический элемент (КТЭ), а фактически — фрагмент технологического процесса. Согласно стандартам, один и тот же КЭ может быть выполнен различными способами сварки (технологическими операциями). В этих способах параметры режимов, которые характеризуют сам режим, различаются. Например, при сварке в углекислом газе имеется параметр «скорость подачи проволоки», а при ручной дуговой сварке он отсутствует. Кроме того, сами расчетные алгоритмы в каждом способе сварки отличаются друг от друга. Руководствуясь потребностями пользователей, необходимо было предусмотреть развитие (расширение) системы, которое позволило бы объединить в ней более сотни способов сварки и их разновидностей. При этом на каждом предприятии имеются свои особенности, которые система должна учитывать.
Поэтому была создана среда, позволяющая пользователю (или разработчику) самостоятельно заниматься конфигурацией КЭ сварных швов и расчетных алгоритмов для различных способов сварки. Речь идет о конфигураторе сварочных КТЭ и режимов сварки, который является составной частью Системы расчета режимов сварки для программного комплекса ВЕРТИКАЛЬ.
Конфигуратор позволяет:
- разместить в структурированном виде информацию о КЭ как для всего сварного шва, так и послойно;
- назначить формулы расчета поперечного сечения сварного шва (слоя) или площади наплавки, по которым вычисляется объем наплавленного металла и расход сварочных материалов. Имеется возможность настройки получения значения объема наплавленного металла из САПР ТП ВЕРТИКАЛЬ или из 3Dмодели, выполненной в КОМПАС3D;
- задать варианты исполнения КЭ, то есть фрагменты технологического процесса, основой в которых является сварочная операция.
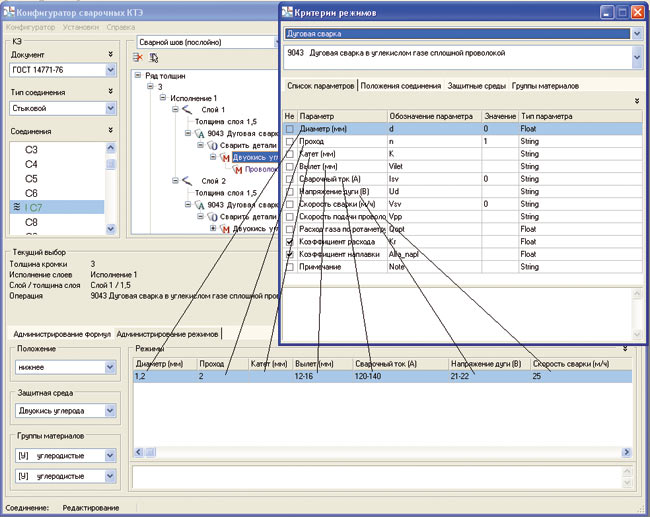
Каждая сварочная операция (способ сварки) должна быть предварительно настроена. Для нее указываются параметры (не значения), характеризующие режим сварки, возможные группы свариваемых материалов, возможные положения сварки, возможные защитные среды, а также шаблоны вывода режимов сварки в САПР ТП ВЕРТИКАЛЬ.
На заключительном этапе настройки необходимо внести значения параметров режимов сварки. Когда во фрагменте технологии выбраны толщина и способ сварки, открывается настроенная ранее структура, в которой необходимо записать значения параметров режимов сварки. Руководствуясь этими данными, Система расчета режимов сварки подберет сварочные материалы, рассчитает их расход и основное время для сварочного перехода. Алгоритм такого расчета настраивается для каждой операции (способа сварки) отдельно.
До начала эксплуатации системы в нее необходимо внести информацию по применяемым КЭ и режимам сварки. Это особенно актуально при использовании собственных стандартов, поскольку информация по гостированным КЭ в системе уже имеется. Для сокращения сроков подготовки системы к работе в конфигураторе создана возможность многопользовательской работы, при которой базу данных можно редактировать одновременно с нескольких рабочих мест.
В описанном варианте работы системы численные параметры режимов сварки не рассчитываются, а просто заносятся в базу данных режимов, при этом администратор руководствуется стандартами предприятия или производственным опытом. Как показывает опыт применения Системы расчета режимов сварки, такая схема работы является сегодня наиболее распространенной. Это обусловлено сложившимися с годами процессами работы предприятий, а также утверждениями различных изданий о том, что предлагаемые алгоритмы расчета режимов сварки не всегда корректно рассчитывают режимы и попадают только в определенный диапазон толщин.
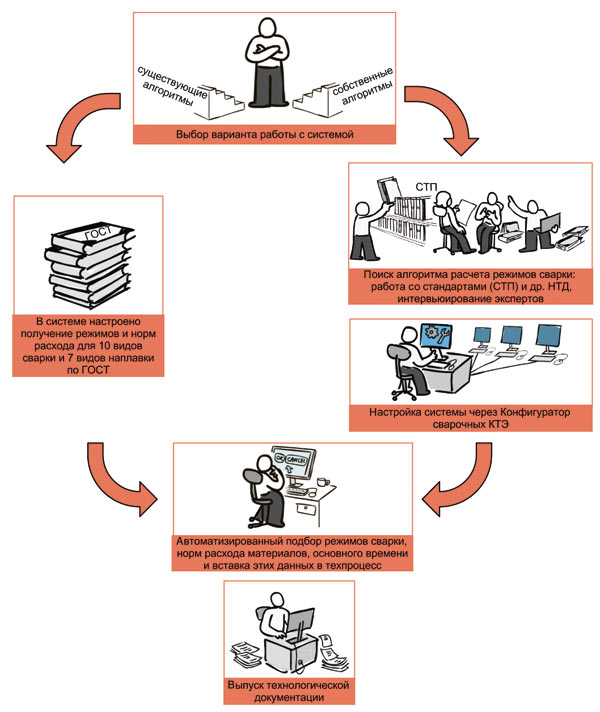
Варианты работы технолога по сварке с Системой расчета режимов сварки
Однако в последнее время всё чаще появляются публикации, в которых предлагаются алгоритмы расчета режимов сварки, корректно вычисляющие параметры режимов сварки во всем диапазоне толщин. Если предприятие обладает таким алгоритмом расчета, возможно отказаться от заполнения базы данных по режимам. Для этого данный алгоритм следует разместить в конфигураторе. Тогда система сможет рассчитать не только расход сварочных материалов и основное время на переход, но и числовые значения режимов сварки.
Дальнейшая работа технологасварщика при разработке технологического процесса в САПР ТП ВЕРТИКАЛЬ предполагает следующие действия:
- Выбрать из библиотеки требуемый КТЭ сварного шва.
- Уточнить параметры КТЭ и автоматически получить план его обработки (фрагмент техпроцесса в виде последовательности операций и переходов с указанием средств технологического оснащения).
- Поместить полученный фрагмент в техпроцесс.
- Для основных переходов сварки получить в автоматизированном режиме информацию по сварочным материалам (включая нормы расхода), режимам сварки, нормам основного времени и др. Разместить полученные данные в техпроцессе.
- По окончании проектирования запустить процесс автоматического формирования комплекта технологической документации.
Таким образом, в составе Системы расчета режимов сварки для САПР ТП ВЕРТИКАЛЬ создана структура, объединяющая конструктивные элементы сварных швов (стандартные или нестандартные), фрагменты технологии их исполнения, режимы сварки и алгоритмы расчета для каждой сварочной операции. Данная система дает пользователю возможность не только быстро адаптировать ее на предприятии, но и развивать самостоятельно. Конфигуратор также позволяет провести предварительные настройки и сформировать фрагменты технологического процесса для Системы расчета режимов сварки САПР ТП ВЕРТИКАЛЬ. Благодаря такому подходу значительно сокращаются сроки проектирования технологических процессов сварки и повышается эффективность работы технологических служб предприятия.

