
ADEM. Четвертое поколение систем автоматизации подготовки производства с применением ЧПУ
Уважаемые читатели!
При верстке 12-го номера журнала «САПР и графика», по техническим причинам были допущены ошибки, которые исказили смысл и идею того, что хотели сказать авторы. Редакция журнала приняла решение повторно опубликовать эту статью с внесенными в нее исправлениями. Приносим искренние извинения авторам.
К основным методам механообработки относятся: резка, фрезерование, точение, сверление, шлифование, полирование и др. Все они связаны с удалением части материала заготовки с целью получения детали нужной формы. Достигается это движением режущего инструмента относительно заготовки.
Появление оборудования с числовым программным управлением (ЧПУ) позволило заменить большую часть ручного труда в механообработке, но при этом поставило новую задачу подготовки производства — программирование ЧПУ.
На первых этапах автоматизации программирование сводилось к ручному написанию кода управления. Грубо говоря, программист пошагово описывал траекторию движения инструмента. Этот метод можно встретить и сегодня для несложных деталей и в основном для плоской обработки.
Необходимость изготовления деталей со сложной геометрией и неплоскими поверхностями привело к тому, что число кадров (шагов) в программах управления перевалили далеко за сотни и тысячи. Создавать вручную подобные коды в разумный период времени стало практически невозможно.
Выход из этой ситуации связан с созданием систем CAM (англ. Computeraided manufacturing). Основная задача CAM — автоматизировать получение траектории движения инструмента на основе цифровой 3D или 2Dмодели детали.
Появление CAMсистем можно назвать первым этапом развития ПО для автоматизации подготовки производства с ЧПУ.
Помимо получения траектории движения инструмента попутно была решена задача автоматического формирования управляющей программы для различных видов оборудования на основе сгенерированной траектории. Появился новый класс программных продуктов — постпроцессоры, которые представляют собой трансляторы основного кода системы в коды различных систем управления станками.
Первый этап развития систем не только открыл возможность быстро получать результат, используя автоматизацию подготовки программ ЧПУ, но и породил ряд серьезных проблем. Нужно было ответить на следующие важные вопросы:
- где взять цифровую модель детали?
- как внести изменения в цифровую модель, чтобы привести ее к необходимому для данного технологического этапа виду?
- как проконтролировать результат работы CAMсистемы, состоящий из многих тысяч кадров, до выхода на оборудование?
Ответ на первый вопрос напрашивался сам собой: основной источник создания цифровых моделей — это CADсистемы, значит нужно научить CAM читать и воспроизводить такие модели. Не будем останавливаться на известных проблемах обмена данными и перейдем ко второму вопросу.
Да простят меня конструкторы, но те модели деталей, которые они проектируют, очень сложно использовать на практике для подготовки производства. Этому есть и объективные причины: например, для каждой операции техпроцесса нужна своя промежуточная модель; и субъективные, связанные с тем, что конструктор при моделировании часто использует те же подходы, что и при черчении согласно правилам ЕСКД, и т.п.
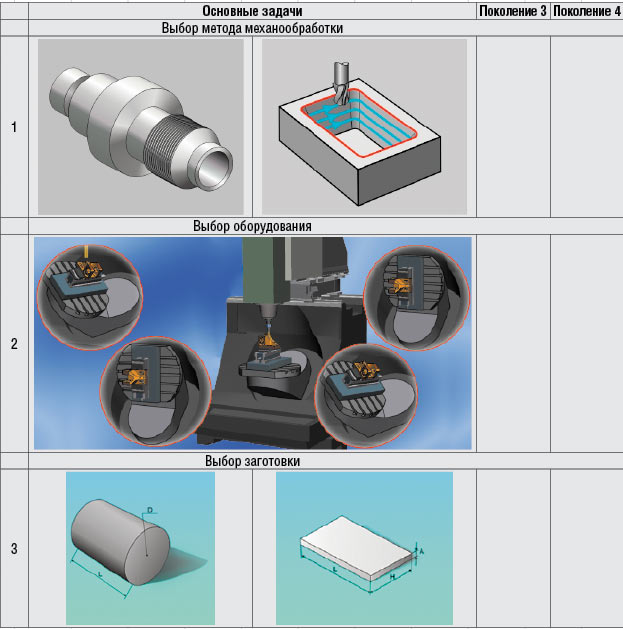
Рис. 1. Задачи технологов при подготовке производства с применением ЧПУ
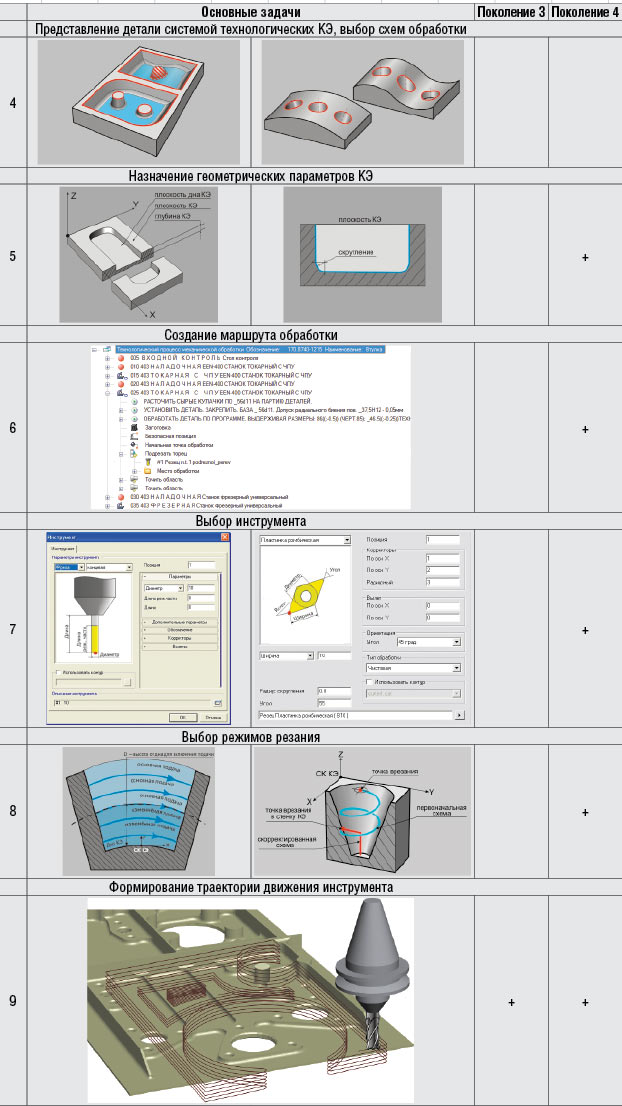
Рис. 1. Задачи технологов при подготовке производства с применением ЧПУ (продолжение)
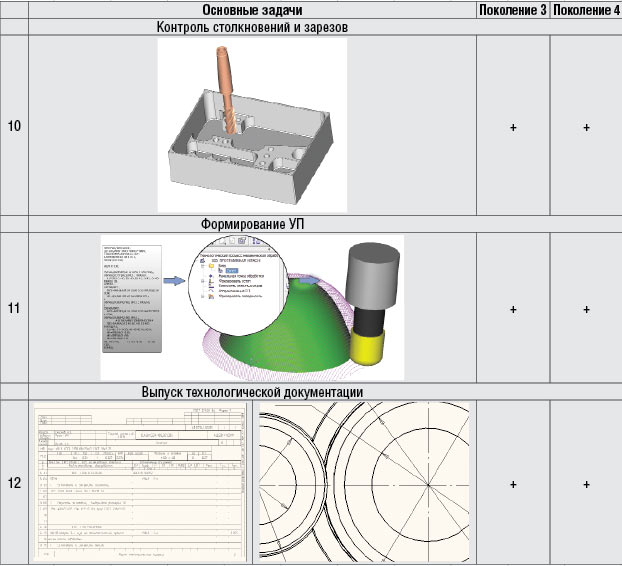
Рис. 1. Задачи технологов при подготовке производства с применением ЧПУ (окончание)
Все это позволило сделать вывод, что технологпрограммист ЧПУ тоже должен иметь в руках CADсистему как для разработки моделей, так и для их редактирования. Еще лучше, если это будет одна CAD/CAMсистема, исключающая проблемы обмена данными в процессе итераций и с единой логикой управления.
Появление интегрированных CAD/CAMсистем можно назвать вторым этапом развития ПО для автоматизации подготовки производства с ЧПУ.
Более того, современные CAD/CAMсистемы включают инструменты визуализации и верификации движения инструмента для предварительного контроля, снижающего риски для оборудования, инструмента и заготовки. А это является ответом на третий вопрос.
Теперь обратим внимание на то, что, формируя данные для программирования в CAD/CAMсистеме, пользователь автоматически собирает всю необходимую информацию и для выпуска технологической документации на операцию механообработки. Вот тут как нельзя лучше подходит интегрированный в систему модуль CAPP (англ. Computeraided process planning). Это система автоматизации выпуска технологической документации, которая позволяет формировать карты техпроцесса и другую сопутствующую документацию в соответствии с международными стандартами, ГОСТ или стандартами предприятия.
Таким образом можно определить и третий этап развития ПО для автоматизации подготовки производства с ЧПУ — интегрированные CAD/CAM/CAPPсистемы, объединяющие функции заводского технолога и технологапрограммиста.
Рассмотрим более подробно деятельность технологапрограммиста при работе в CAM и CAD/CAMсистемах. Если самый трудоемкий процесс — проектирование траектории движения инструмента теперь автоматизирован, то чем же занят сегодня технолог?
А досталась ему, хоть в основном и творческая, но не менее значительная часть технологических задач из общего перечня (рис. 1).
Кроме пунктов 9 и 11, которые выполняются теперь полностью автоматически, и автоматизированных пунктов 10 и 12, остальное пока лежит на плечах технологов и технологовпрограммистов.
А есть ли необходимость и возможность автоматизации решения этих задач? Что касается необходимости, то ответом нам будет известный факт: постоянный дефицит специалистов в области подготовки производства с ЧПУ.
Теперь о возможности решения. Самое сложное в данных задачах связано с многовариантностью их решения. Причем критерии выбора лучшего из вариантов решения лежат в области практического опыта технологов и носят несколько субъективный характер.
Но вспомним о дефиците кадров и скажем себе, что в данной ситуации нас устроит любой вариант из всех возможных. Главное, чтобы он был правильным, пусть и не самым рациональным. И если у нас хватит квалификации, чтобы его оценить и предложить лучшее решение, то мы его исправим.
Начнем с представления детали системой технологических КЭ. Подобная декомпозиция необходима для того, чтобы назначить правильные схемы обработки для разных групп поверхностей.
Для справки: на практике встречается множество схем обработки. Только для фрезерования можно назвать следующие типы фрезерных операций: торцевое фрезерование; фрезерование уступов; профильное фрезерование; фрезерование колодцев (карманов); фрезерование пазов; плунжерное фрезерование; трохоидальное фрезерование и т.д.
Для чего необходимо применять различные схемы механообработки на разных участках детали? В принципе, некоторого результата можно добиться, используя одну схему. Только результат этот будет настолько далек от области рациональных, что не только не обеспечит необходимое качество поверхностей детали, но и выполнение его может катастрофически повлиять на износ оборудования и инструмента.
Декомпозиция модели конструктивными элементами зависит от метода механообработки. Например, для токарных работ нужно выделить следующие КЭ: область, канавка (паз) и торец и т.п. Более того, нужно определить, к какой стороне детали они относятся — внешней или внутренней, и со стороны какого торца их лучше точить (рис. 2).
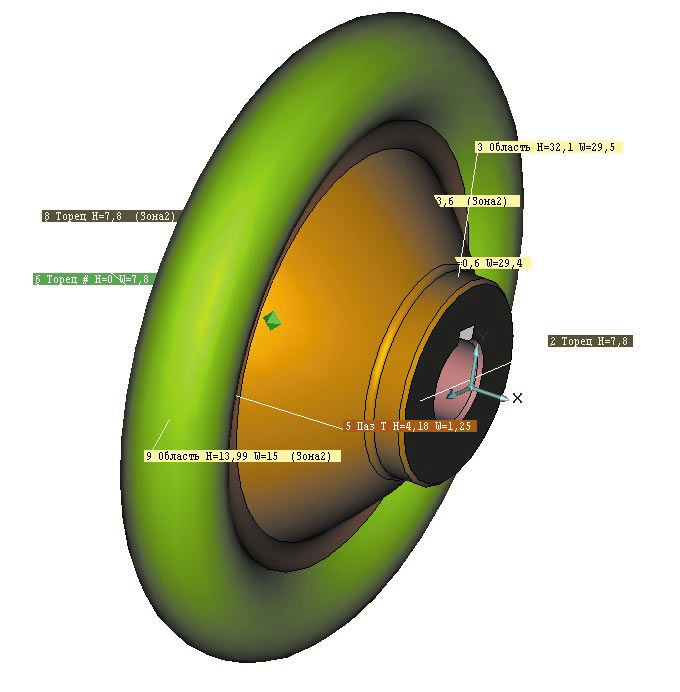
Рис. 2. Распознавание КЭ точения в ADEM
Для фрезерных работ нужно выделить группы поверхностей, составляющие колодцы, уступы, стенки, окна, отверстия и др. А в случае многопозиционной фрезерной обработки следует определить ориентацию каждой позиции и распределить элементы по этим зонам (рис. 3).
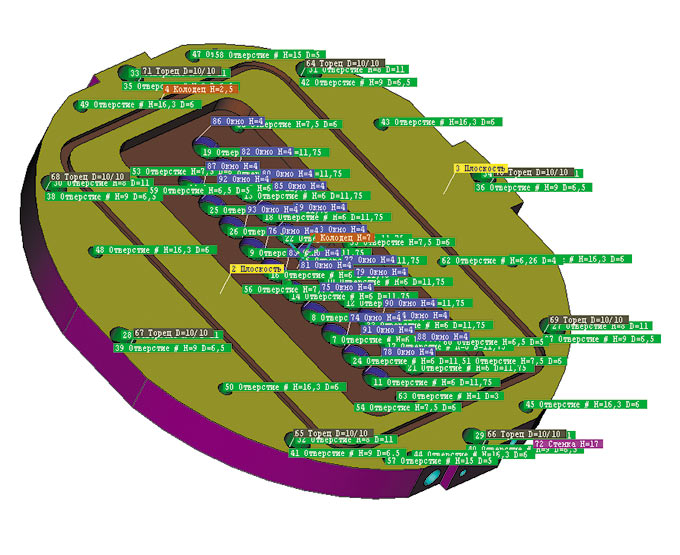
Рис. 3. Распознавание КЭ фрезерования в ADEM
Если таким образом будут автоматически сгруппированы грани модели детали, то на основе геометрического анализа можно автоматически и определить схемы обработки, и получить параметры конструктивных элементов.
Формирование маршрута обработки состоит в основном в определении последовательности обработки конструктивных элементов детали. На практике это одна из самых «субъективных» процедур. Можно встретить абсолютно различную последовательность обработки одной и той же детали, написанную разными технологами.
Тем не менее существует ряд общих объективных критериев, на которые можно опираться. Например, количество смен инструмента должно быть минимальным. Проще говоря, вначале сверлим всё, что возможно, сверлом одного диаметра, потом меняем сверло и сверлим все отверстия другого диаметра. Еще один подобный критерий — минимизация пути холостых ходов инструмента, при этом чем короче, тем лучше. Ну и другие подобные критерии, которые можно формализовать математически.
Теперь о выборе инструмента. Если считать, что применяется стандартный инструмент, и мы не будем использовать такую экзотику, как специально изготовленный инструмент нестандартного профиля, то можно автоматизировать и выбор его параметров. Например, для фрезы найти ее диаметр.
На основе анализа геометрии граней, входящих в КЭ, можно формализовать и автоматизировать процедуру определения подходящего инструмента как для чистовой, так и для черновой обработки. Зная характерные размеры, можно также автоматически подобрать конструкцию инструмента из каталогов производителей или из базы данных инструмента предприятия.
Что касается режимов резания, то к ним относятся такие параметры, как подача, глубина резания, скорость резания, частота вращения шпинделя и др.
Для выбора и расчета режима резания используются следующие данные о технологическом процессе: характеристика оборудования, характеристика металлорежущего инструмента, характеристика обрабатываемой заготовки, размеры детали. Существует большое разнообразие методик выбора режимов резания, не считая общемашиностроительных нормативов. Такие методики есть и у фирм — производителей инструмента, и у предприятий, занимающихся механообработкой.
Задача подключения баз данных и/или алгоритмических методик в современных системах автоматизации имеет сегодня вполне конкретные решения, и мы не будем на ней останавливаться.
Таким образом, исходная геометрия детали переходит в завершенную систему технологических параметров, необходимых для формирования управляющей программы для ЧПУ. Как вы уже заметили, в основе всего этого процесса лежит принципиально новый математический аппарат распознавания технологических объектов. В системе ADEM он получил название ADEM CAMExpert, которое, как нам кажется, в полной мере отражает суть и назначение этого интеллектуального модуля.
Можно с уверенностью сказать, что появление такого вида программного обеспечения характеризует уже четвертый этап развития ПО для автоматизации подготовки производства с ЧПУ.
Теперь об очень важном аспекте применения такого рода «искусственного интеллекта». Какие возможности, кроме быстрого получения результата, открываются для технолога с использованием CAM Expert?
Начнем со способов управления и исправления автоматически полученного решения. Вопервых, традиционный способ — изменять маршрут, переопределять типы КЭ, переназначать геометрические и технологические параметры и прочее непосредственно в CAMмодуле системы. Этот способ позволяет учитывать самые тонкие нюансы и вносить их.
Вовторых, можно менять параметры системы распознавания и запускать автоматический процесс заново. Благо, это теперь не требует больших трудозатрат. При этом можно вообще не углубляться в «дебри» параметров модуля CAM, а просто анализировать процесс виртуальной симуляции обработки и принимать то или иное решение на уровне CAMExpert.
Конечно, есть и третий — комбинированный способ.
Но это еще не всё. В процессе распознавания CAM Expert призводит анализ и диагностику топологии и геометрии модели детали. При этом учитываются реальные связи и точное взаимное расположение поверхностей и выявляются визуально плохо различимые особенности, что позволяет избежать многих проблем, свойственных ручному вводу данных с модели.
В заключение хотим отметить, что система распознавания технологических объектов может быть полезна не только для начинающего технологапрограммиста, но и для опытного специалиста в этой области, поскольку позволяет избегать рутинных действий, которые мало кого приводят в восторг.
***
Мы описали процесс автоматизации конструкторскотехнологической подготовки производства с ЧПУ, включающий большую часть перечня задач технолога. За рамками остались первые три пункта перечня: выбор метода механообработки, выбор оборудования и выбор заготовки.
Ктото может сказать, что эти задачи имеют простые и очевидные решения. Во многом они будут правы, но не во всем…

