
Современная корпусная мебель изготавливается, как правило, из древесностружечных плит (ДСтП). Следовательно, обязательной технологической операцией в этом случае является их раскрой на заготовки определенного размера и формы. Она выполняется на форматнораскройных станках и пильных центрах, которые имеют возможность выполнять как продольные, так и поперечные резы. Благодаря наличию двух дисков (основной отрезной и малый подрезной) кромки у заготовок получаются ровными и без сколов.
Пильное оборудование для мебельного производства
В настоящее время разработано большое количество моделей пильного оборудования, каждая из которых имеет свои особенности и ориентирована на определенный тип производства. Первыми по времени появления и наиболее распространенными на российских мебельных предприятиях являются механические станки. Они имеют невысокую стоимость, надежное управление, значительный срок службы. Однако производительность у них сравнительно невысокая, поскольку все операции выполняются вручную. Для крупного и даже среднего производства применение классических форматнораскройных станков неэффективно, поскольку они не рассчитаны на большой объем работ. Тем не менее в качестве дополнительного оборудования, а также при небольших объемах производства они используются очень широко.
В последние годы российские мебельные предприятия все чаще приобретают форматнораскройные станки с ЧПУ и пильные центры. Стоимость их достаточно высока, но по производительности и функциональным возможностям они способны заменить несколько обычных станков. Такие станки имеют огромную рабочую зону и могут пилить заготовки практически любого размера и в большом количестве.
Еще совсем недавно считалось, что подобное пильное оборудование эффективно только в серийном производстве. Однако практика показывает, что это не так. С каждым годом все больше средних и даже малых предприятий устанавливают останки с ЧПУ. Основные причины этого в следующем:
- обеспечение высокой точности раскроя;
- ликвидация брака за счет исключения человеческого фактора, что особенно важно при работе с дорогими материалами;
- оптимизация производственных площадей — пильный центр занимает по площади примерно такое же место, как и форматнораскройный станок, при этом их производительность несравнима;
- высокая гибкость за счет возможности быстрой загрузки управляющих программ из CAMмодулей САПР через USBпорты или локальную сеть.
Именно гибкость во многом определяет эффективность использования станков с ЧПУ при индивидуальном производстве мебели.
Оcобняком стоят вертикальные форматнораскройные станки, которые по популярности пока проигрывают станкам с традиционной горизонтальной компоновкой, хотя при одинаковой точности пиления и сопоставимой стоимости имеют целый ряд преимуществ:
- занимают примерно в три раза меньшую площадь и могут устанавливаться около стен;
- имеют возможность раскроя листов большой длины (до 6 м);
- исключают появление царапин на ламинированных плитах за счет их фиксации;
- позволяют раскроить больше листов в единицу времени, поскольку их не надо поворачивать и перемещать (перемещается пильный узел);
- при организации вертикального склада плит обслуживать станок может всего один человек.
Карты раскроя для оборудования с ЧПУ
Ключевым фактором высокой производительности работы пильного оборудования с ЧПУ является возможность его прямого сопряжения с САПР. Хотя в каждой системе управления есть встроенная программа оптимизации раскроя, ее использование в автономном режиме не позволяет добиться высокой эффективности. Данные для работы (параметры заготовок) надо вводить вручную, что занимает много времени и не дает гарантии отсутствия ошибок. Частично решить эти проблемы позволяет импорт исходных данных для раскроя через стандартные форматы. Кроме того, программы оптимизации приобретаются в качестве дополнительной опции к оборудованию и стоят очень дорого.
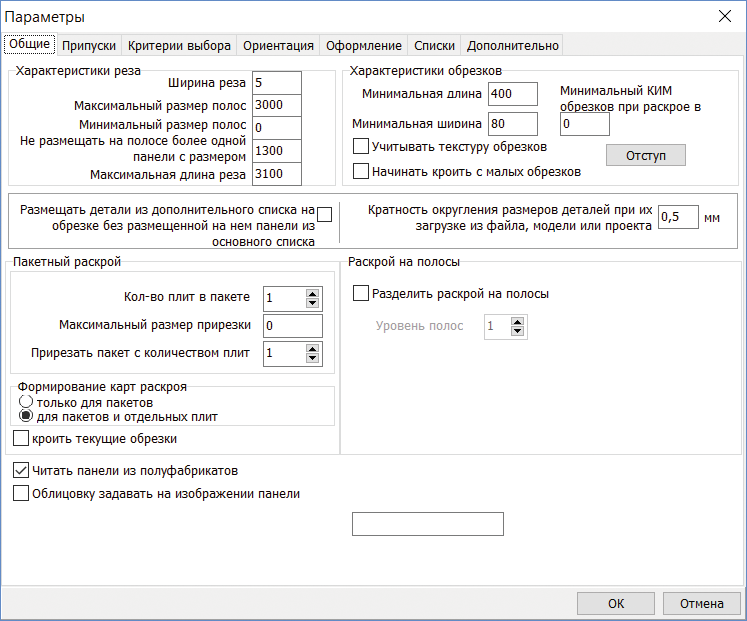
Рис. 1. Пример параметров оптимизации раскроя
Модуль БАЗИСРаскрой [1], который является составной частью комплексной системы автоматизации проектирования корпусной мебели БАЗИС, имеет возможности формирования управляющих программ для всего спектра пильного оборудования с ЧПУ, наиболее распространенного в России и ближнем зарубежье. Учет особенностей раскроя в этом случае производится на двух уровнях:
- настройка параметров оптимизации карт раскроя для их реализации на станках с ЧПУ, окно которой показано на рис. 1;
- настройка параметров формирования управляющих программ для конкретной системы управления.
Последняя группа параметров подразделяется на общую и специальную части. Первая из них (рис. 2) инвариантна к системе управления и включает в основном правила обозначения панелей на бирках, формируемых параллельно с раскроем для последующей идентификации заготовок. Вторая часть параметров — это «тонкая» настройка на конкретное оборудование. На рис. 3 показано соответствующее окно для станков Altendorf.
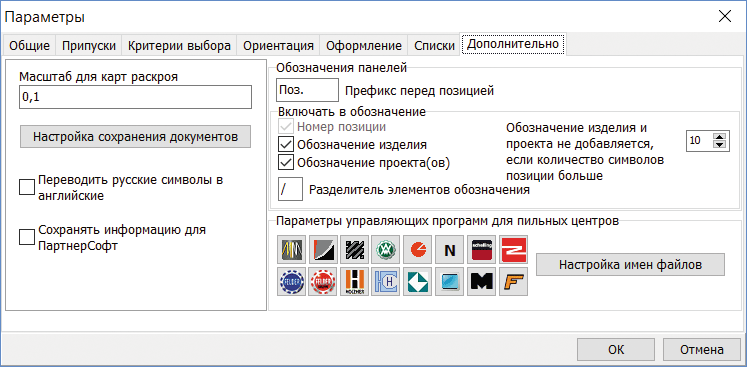
Рис. 2. Окно общих параметров формирования управляющей программы
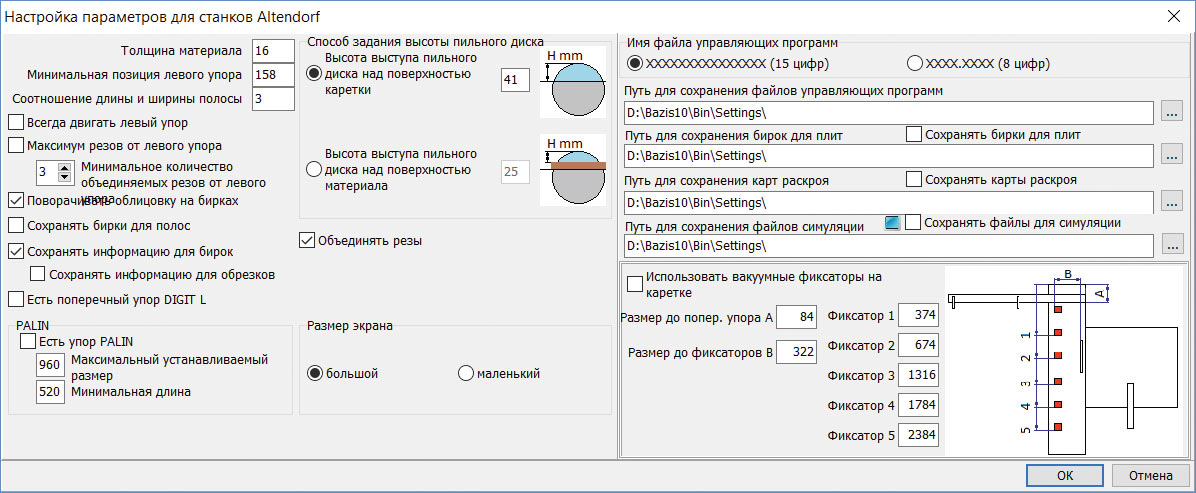
Рис. 3. Окно параметров для станков Altendorf
Множество задаваемых параметров образуют конфигурацию раскроя, которую можно сохранять и повторно использовать. Это позволяет быстро настраивать модуль БАЗИСРаскрой на новое оборудование, что актуально для мебельных предприятий, имеющих различные типы форматнораскройных станков.
Проблемы форматнораскройного оборудования
Несмотря на широкое распространение пильного оборудования с ЧПУ, обычные механические форматнораскройные станки еще долго будут востребованы у мебельщиков. Следовательно, актуальными являются любые меры по повышению их эффективности.
На форматнораскройном станке работают два оператора:
- первый номер (распиловщик), который «видит» текущую карту раскроя и устанавливает упоры на требуемые размеры для выполнения резов;
- второй номер (помощник распиловщика), который принимает выходящие заготовки или полосы и решает, что с ними делать, то есть классифицирует их по виду дальнейших действий.
В результате каждого реза образуются следующие элементы:
- готовые детали;
- деловые обрезки, которые можно использовать в дальнейшем;
- полосы для последующего раскроя;
- отходы, подлежащие утилизации.
За их классификацию и складирование отвечает второй номер, который «не видит» карты раскроя и руководствуется только указаниями первого номера, подаваемыми голосом или жестами. Подобная «связь» между ними в условиях цеха может привести к неверной идентификации выходящего элемента, а следовательно, появлению брака.
Особенно опасна ситуация, связанная с резами, в результате которых образуются две примерно одинаковые по форме и размерам полосы. Если это готовые детали или полосы с двумятремя деталями, то идентифицировать их сравнительно несложно. Если же на каждой полосе находится большое количество деталей, то потребуется проанализировать карту раскроя и выполнить расчет размерных цепочек, что приведет к потере времени и, возможно, принятию ошибочного решения и появлению брака.
Карта раскроя, неважно — бумажная она или электронная — документ статичный. Первый номер должен определять по ней порядок пиления и перед каждым резом решать, от какого упора его следует выполнить. Неудачно выбранный порядок раскроя потребует лишних затрат времени.
Оптимальное размещение плиты на столе станка — это когда большая ее часть находится на подвижном столе (каретке). Это уменьшает вероятность повреждения покрытия плиты и облегчает ее перемещение. На выбор правильного позиционирования плиты на столе требуется определенное время. В большинстве случаев пиление выполняется от правого упора. Для его переустановки первый номер должен обойти станок, на что тоже необходимо время. Кроме того, для определения устанавливаемого размера на упоре необходимо «правильно прочитать» размер детали, отпиливаемой от полосы. Любая ошибка при этом может стать причиной неисправимого брака.
Серьезные проблемы возникают при использовании на производстве штрихового кодирования, поскольку невозможно синхронизировать выход заготовок с форматнораскройного станка и бирок из принтера. Визуальный поиск нужной бирки, особенно при значительном количестве близких по размерам деталей будет занимать недопустимо большое время. Правильно же ориентировать бирки на деталях вообще невозможно, поскольку рабочие не знают их назначения.
Для повышения эффективности работы форматнораскройных станков необходимо решить три задачи:
- Обеспечить однозначную связь между операторами.
- Исключить любые «ручные» операции при идентификации заготовок.
- Синхронизировать печать бирок и выход деталей со станка.
Симулятор раскроя: принцип работы и аппаратное обеспечение
Основное преимущество пильного оборудования с ЧПУ заключается в высокой степени «формализма» при выполнении всех операций. Следовательно, основная идея создания симулятора раскроя заключается в максимально возможном повышении уровня «формальности» выполнения технологических операций. Естественно, что систему управления симулятор не заменит, и установка упоров на нужный размер останется ручной, а не станет электромеханической. Он может рассматриваться в качестве виртуальной системы управления ручного форматнораскройного станка, реализуя все основные преимущества числового программного управления.
Принцип работы симулятора раскроя состоит в том, чтобы сделать операторов «исполнителями», наглядно и последовательно «подсказывая» им, какие действия и в какой последовательности надо выполнять. Точное следование выдаваемым инструкциям позволяет полностью исключить человеческий фактор и значительно повысить производительность работы оборудования.
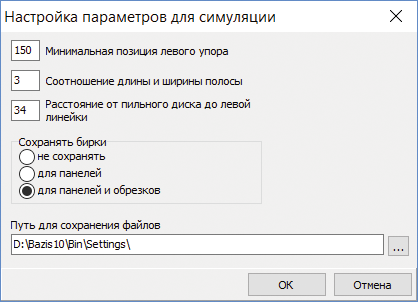
Рис. 4. Окно постпроцессора симулятора раскроя
Аппаратное обеспечение симулятора раскроя включает компьютер с двумя мониторами (желательно один из них сенсорный), принтер для печати бирок и сканер для считывания штриховых кодов с карт раскроя. Системные требования к компьютеру весьма скромные, программное обеспечение занимает немногим более 30 Мбайт на жестком диске. Мониторы устанавливаются на рабочих местах первого и второго номера таким образом, чтобы они были хорошо видны им. Это позволяет наблюдать за процессом выполнения раскроя в нужном ракурсе. Принтер для печати бирок располагается на рабочем месте второго номера, а сканер — первого номера.
Подготовка управляющей программы для симулятора
Перед выполнением раскроя материалов для некоторого заказа назначается постпроцессор симулятора раскроя, окно которого показано на рис. 4. Настройки для формирования управляющей программы следующие:
- Минимальная позиция левого упора — расстояние между левым упором и пильным диском. Для каждого станка это значение фиксировано. Если размер полосы меньше него, то она может быть отпилена только от правого упора;
- Соотношение длины и ширины полосы. Смысл данного параметра в том, чтобы в любом случае гарантировать перпендикулярность сторон отпиливаемой заготовки. При отпиливании длинных и узких полос от левого упора очень сложно обеспечить это, прижимая короткую сторону полосы к поперечной линейке. Подобные детали необходимо пилить от правого упора;
- Расстояние от пильного диска до левой линейки — параметр, определяемый конструкцией станка, который необходимо учитывать при задании предыдущего значения;
- Каталог для сохранения управляющих программ.
Порядок выполнения раскроя
При запуске симулятора раскроя на каждом мониторе появляется свое окно программы. Получив задание на раскрой, первый номер сканирует штриховой код на первой карте или загружает управляющую программу с помощью стандартного диалога открытия файлов Windows. В результате этого загружается предварительно подготовленная управляющая программа, и первая карта показывается на экранах с отображением контуров деталей (рис. 5 и 6). Рабочие места операторов расположены друг напротив друга, поэтому на мониторе второго номера карта раскроя показывается с поворотом на 180°. Это позволяет ему видеть результаты очередного выполняемого реза и соответствующим образом планировать свои действия.
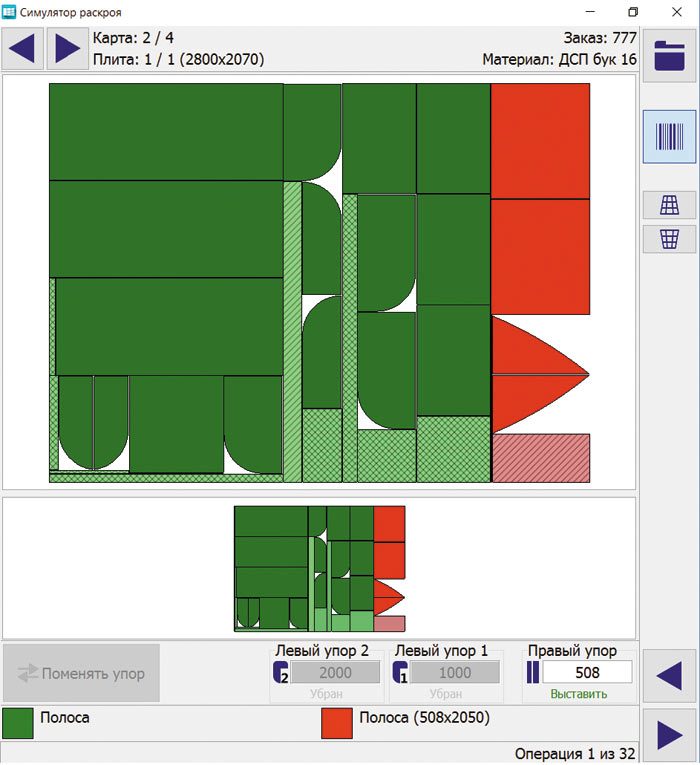
Рис. 5. Карта раскроя на мониторе первого номера
Цвета заготовок, расположенных на обрабатываемой карте раскроя, соответствуют их состоянию на текущий момент времени:
- желтый цвет — готовая деталь;
- серый цвет — полоса, которая должна быть распилена на последующих этапах раскроя;
- красный цвет — полоса или деталь, отпиливаемая на текущем шаге;
- зеленый цвет — полосы, которые будут отпилены на последующих шагах.
Начальное состояние карт на рис. 5 и 6 показывает, что необходимо установить правый упор на расстояние 580 мм и отпилить полосу размером 508x2050 мм. На ней расположены две детали прямоугольной формы, две детали в форме сектора и один обрезок, которые необходимо отпилить в дальнейшем. Размер, который следует установить на упоре, показывается на белом фоне, а справочные размеры — на сером фоне.
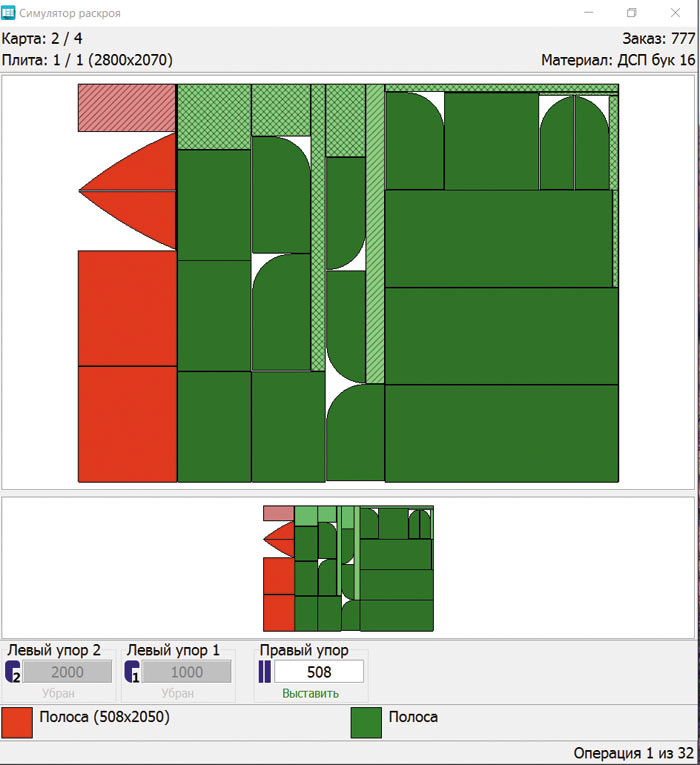
Рис. 6. Карта раскроя на мониторе второго номера
Файл управляющей программы может содержать несколько карт раскроя, при этом по любой из них может распиливаться несколько листов. Эта информация отображается в левом верхнем углу окна. В правом верхнем углу показывается наименование раскраиваемого заказа и материал плиты. После выполнения последнего реза для текущей плиты автоматически загружается следующая плита. При необходимости первый номер может явно выбрать плиту для обработки. В нижней части окна показывается полоса, которая пилится в данный момент.
По умолчанию карты раскроя отображаются в плоском виде. При необходимости их можно отобразить в перспективе с помощью кнопок наклона (рис. 7).
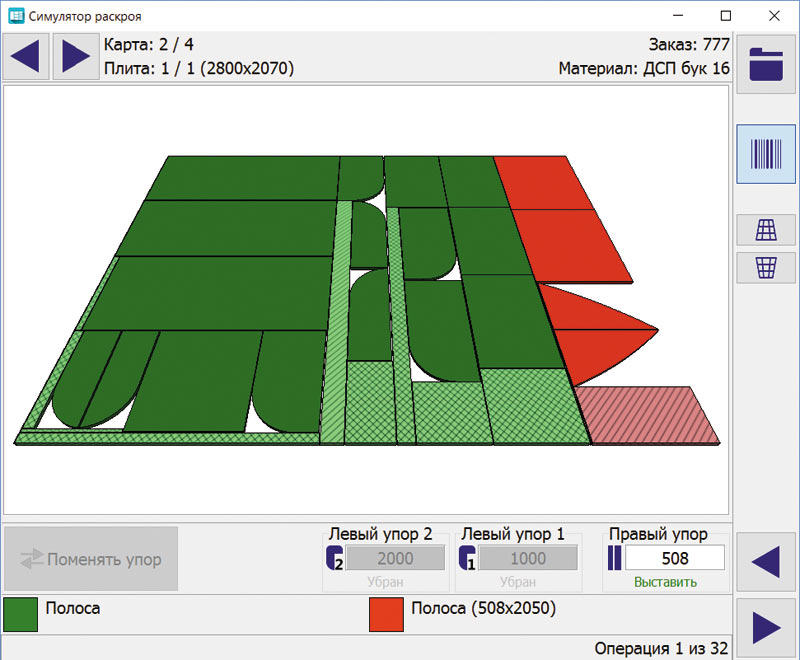
Рис. 7. Карта раскроя в перспективе
Для начала работы первый номер должен нажать кнопку Следующая операция. Выполняется виртуальный рез в соответствии с картой раскроя, то есть изменяется цвет отпиливаемой полосы. Естественно, необходимо установить упоры на указанные размеры и выполнить реальный рез. Если для выполнения текущей операции возможно и целесообразно (например, из соображений удобства работы) выполнить рез от другого упора, становится доступной кнопка Поменять упор. После ее нажатия активным будет тот упор, для которого необходимо выставить размер. В том случае, когда перед выполнением реза требуется осуществить дополнительные действия, например убрать правый упор, в окне появляется соответствующая подсказка.
При использовании на предприятии технологии идентификации деталей с помощью штрихового кодирования следует нажать кнопку Печать бирок. В этом случае при отпиливании каждой готовой детали автоматически на печать будет выводиться соответствующая бирка. Макет бирки формируется заранее в специальном модуле системы БАЗИС [2]. Бирки печатаются в такой ориентации, чтобы второй номер наклеивал их на детали, не поворачивая ни деталь, ни бирку.
Если по какимто причинам возникает необходимость повторно напечатать одну или несколько бирок, например при обнаружении брака на детали, следует включить режим печати бирок кнопкой Предыдущая операция, вернуться на нужный шаг и выполнить его еще раз.
По завершении раскроя текущей плиты автоматически загружается следующая плита данной карты раскроя, если надо раскроить несколько плит по одной карте. По завершении раскроя по текущей карте также автоматически загружается следующая карта и производится раскрой в соответствии с ней. Это продолжается до завершения раскроя всего заказа. Выполнение управляющей программы можно прервать на любом шаге, а затем возобновить с прерванного места.
Заключение
Симулятор раскроя является эффективным средством повышения производительности работы форматнораскройных станков, реализуя на них, по сути, все самые важные возможности числового программного управления. При этом затраты мебельных предприятий ограничиваются только приобретением недорогого аппаратного обеспечения и небольшими вложениями в программное обеспечение.
Литература
- Бунаков П.Ю., Каскевич Н.В. Новые технологии автоматизированного раскроя материалов для мебельного производства. Коломна: Московский государственный областной социальногуманитарный институт, 2013. 278 с.
- Бунаков П.Ю. Сквозная система штрихового кодирования на мебельном предприятии // САПР и графика. 2015. № 10(227).

