Известно [1], что основным недостатком непрерывной валковой формовки труб является возникновение в процессе формоизменения искривленных участков кромок трубной заготовки — так называемых гофров, представляющих собой следствие появления в кромках продольных сжимающих напряжений, определяющих их устойчивость. Причина возникновения таких напряжений — пластические деформации растяжения и сжатия, которые происходят при непрерывном знакопеременном гибе полосы в валках формовочного стана. Гофрообразование затрудняет или делает невозможной последующую сварку заготовки. Этот недостаток наиболее явно проявляется при производстве тонкостенных труб либо труб из сталей высоких классов прочности.
Чтобы определить картину распределения продольных деформаций в зависимости от траектории центрального волокна трубной заготовки, был проведен анализ процесса формовки труб на ТЭСА 203530 АО «ВМЗ». Исследование выполнялось в специализированном программном комплексе конечноэлементного моделирования COPRA FEA RF [2], основанном на базе решателя MSC Marc. В качестве объекта исследования выбрана труба диаметром 325 мм и толщиной стенки 5 мм. Труба изготавливается из двух марок сталей (20 и К56), причем гофрообразование наблюдается только в случае использования стали класса прочности К56.
Исходными данными для моделирования послужила компоновка формовочносварочного стана непрерывной валковой формовки (рис. 1), реализованная в COPRA RF.
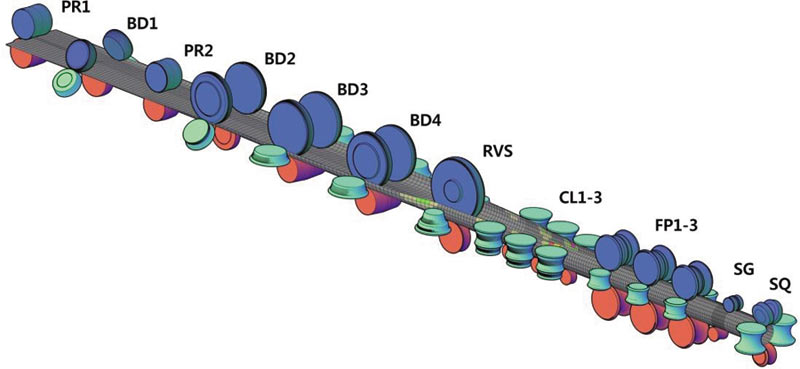
Рис. 1. Компоновка формовочно-сварочного стана 203-530
Результаты моделирования формовки показали, что, не меняя текущую настройку стана, стабильность процесса сварки возможно обеспечить только при производстве труб Æ325Ѕ5 мм из стали 20, так как при формовке трубной заготовки, изготовленной из стали класса прочности К56, кромка теряет продольную устойчивость в межклетьевом промежутке FP1FP2. Внешний вид излома показан на рис. 2.
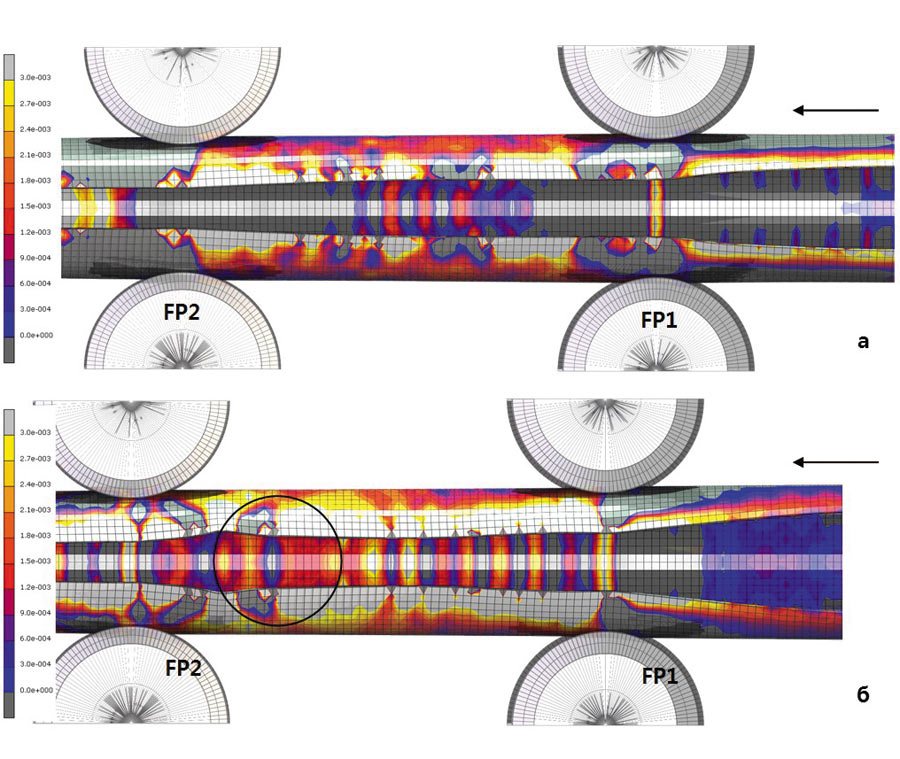
Рис. 2. Продольная пластическая деформация трубной заготовки в межклетьевом промежутке FP1-FP2 при производстве трубы ∅325Ѕ5 мм (вид сверху): а — сталь 20; б — сталь К56
В ходе анализа очага формоизменения были определены причины возникновения гофров. Одной из причин оказалось увеличение расстояния между кромками полосы и ее высоты перед клетью FP1 вследствие большего распружинивания профиля трубной заготовки при формовке в предыдущих клетях стана (рис. 3). Поскольку увеличивается траектория перемещения кромок, становится больше и величина продольных деформаций, что способствует потере продольной устойчивости кромок в межклетьевом промежутке FP1FP2.
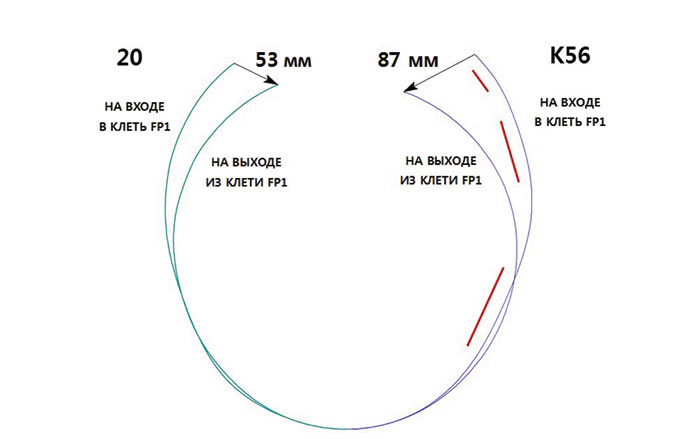
Рис. 3. Форма профиля трубной заготовки на входе и выходе из клети FP1 при производстве труб из стали 20 и К56
Также установлено, что немаловажной причиной гофрообразования в группе клетей с закрытым профилем калибра FP13 является несовершенство схемы формоизменения в клетях стана предварительной формовки FFX (PR1CL3), а именно неравномерность деформации кромок полосы по длине очага сворачивания. Как видно из рис. 4, единовременная большая величина опускания дна трубной заготовки в плоскости клети RVS ведет к перегибам кромки в межклетьевом промежутке BD4RVS (рис. 5) с периодом возникновения ~1200 мм, равным половине межклетьевого расстояния.
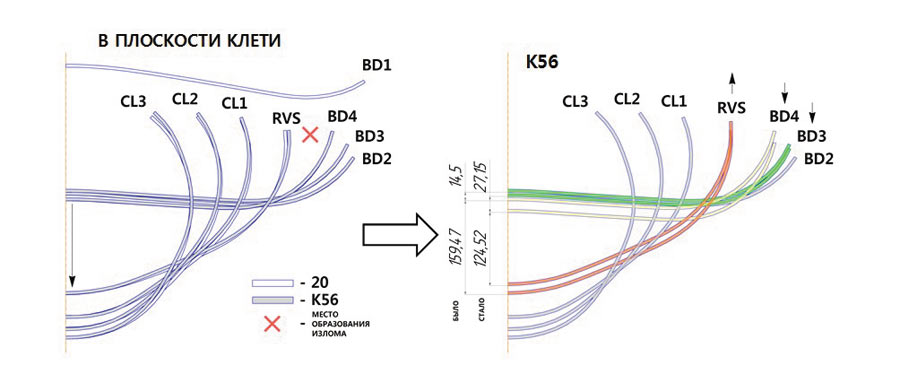
Рис. 4. Схема перераспределения величины опускания дна заготовки по клетям FFX
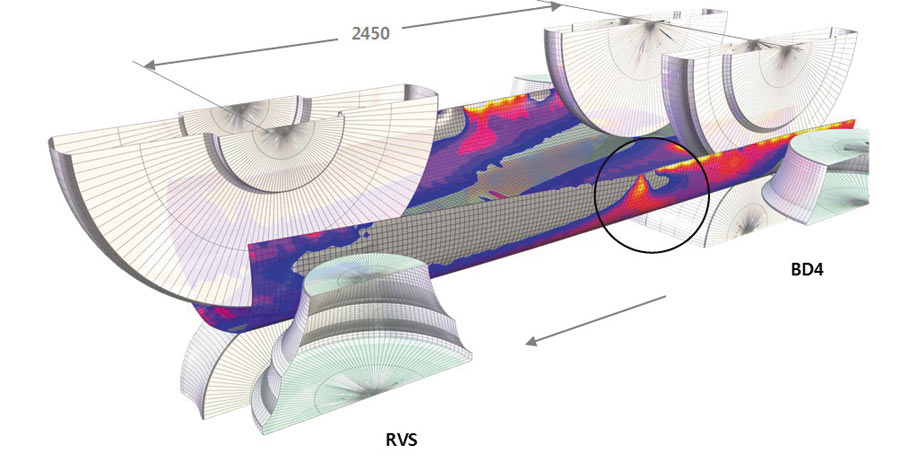
Рис. 5. Внешний вид перегибов кромки в межклетьевом промежутке BD4-RVS
Кроме того, при формовке труб из стали К56 происходит увеличение траектории перемещения кромки за счет ее большего распружинивания (рис. 6) на выходе из клети BD4, что приводит к увеличению продольных деформаций и, как следствие, способствует формированию излома кромки в межклетьевом промежутке BD4RVS по принципу, описанному выше.
Чтобы предотвратить потерю кривизны кромки заготовки, необходимо увеличить ширину подгибаемого участка профиля, скорректировав положение валков клети BD4 согласно принципиальной схеме «доформовки», представленной на рис. 6.
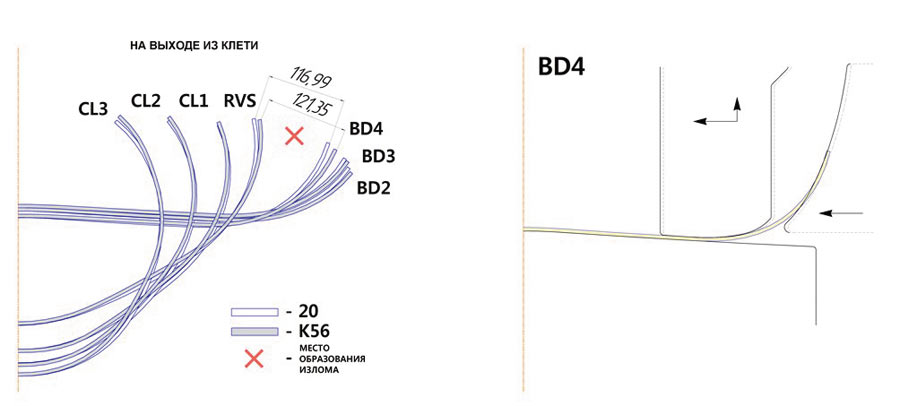
Рис. 6. Схема, демонстрирующая различия геометрии профиля трубной заготовки на выходе из клетей стана FFX при формовке труб ∅325Ѕ5 мм из различных марок сталей
Таким образом, устранить исходные перегибы кромки, способствующие формированию гофров в группе клетей с закрытым профилем калибра, позволит оптимизация схемы формоизменения заготовки в клетях стана предварительной формовки FFX за счет изменения координат положения рабочего инструмента. Схема «цветка формовки», оптимального для производства труб Æ325Ѕ5 мм из стали К56 (отражает геометрию профиля трубной заготовки на различных этапах ее формоизменения), представлена на рис. 7.
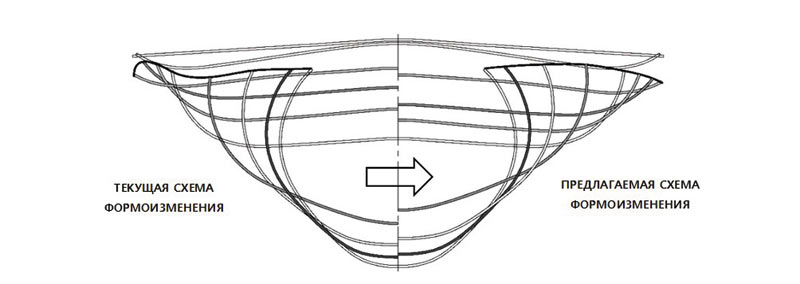
Рис. 7. Схема оптимальной траектории перемещения кромки и величины опускания дна трубной заготовки
Устранение описанных причин гофрообразования в группе клетей FP необходимо, но недостаточно для обеспечения продольной устойчивости кромки. В ходе исследования было установлено, что главной причиной появления изломов является продольное течение металла прикромочной области при обжатии трубной заготовки из стали К56 в клетях с закрытым профилем калибра. Как видно на рис. 8, при обжатии заготовки из стали К56 не происходит утолщения прикромочной области — в отличие от формовки труб из стали 20.
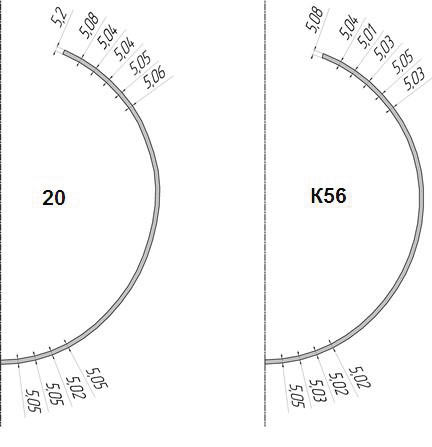
Рис. 8. Сечение трубной заготовки на выходе из клети FP1
Обнаружено, что вследствие применения ниспадающей схемы опускания дна трубной заготовки на стане FFX кромка «отстает» от тела формуемой трубы, как показано на рис. 9. Этот факт и отмеченное ранее течение металла прикромочной области в направлении формовки создают его избыток в межклетьевом промежутке FP1FP2, формируя излом. Период образования непроваров сварного соединения, как и период формирования изломов кромки в межклетьевых промежутках группы клетей FP13, одинаков и равен ~600 мм — половине расстояния между ними.
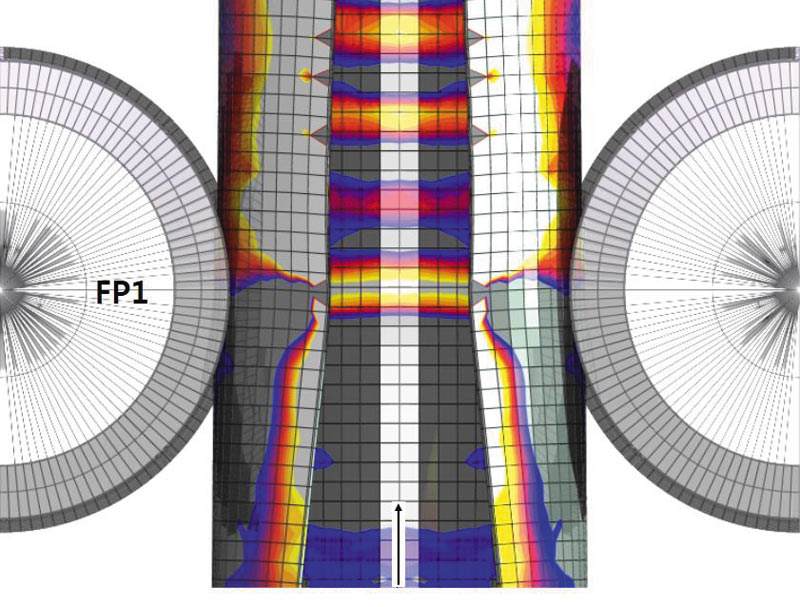
Рис. 9. Геометрия сетки после прохождения трубной заготовкой стана предварительной формовки FFX
Для обеспечения продольной устойчивости кромки предложено исключить обжатие трубной заготовки по периметру в первых двух клетях группы FP, предотвратив продольное течение металла прикромочной области за счет уменьшения ширины исходной заготовки B0 на величину ∆, определяемую по следующей формуле:
∆=B0 – (ПкалибFP2 – k·t),
где ПкалибFP2 — периметр калибра клети FP2, мм;
t — толщина стенки трубной заготовки, мм;
k — коэффициент увеличения наружного периметра заготовки в клетях FFX.
Выводы
- Создана модель формоизменения трубной заготовки на ТЭСА 203530 АО «ВМЗ» в программном комплексе COPRA FEA RF (на базе MSC Marc).
- Проведен конечноэлементный анализ процесса формовки труб Æ325Ѕ5 мм из сталей 20 и К56, который позволил установить следующие закономерности:
- путем подбора в вертикальной плоскости кривой положения центрального волокна трубной заготовки имеется возможность сформировать такой очаг формовки, для которого были бы характерны меньшая неравномерность продольных деформаций и меньшая величина их максимальных значений;
- формирование излома кромки (при производстве труб из сталей высоких классов прочности) происходит вследствие продольного течения металла прикромочной области в направлении формовки при обжатии заготовки в клетях FP и «отставания» кромки от тела формуемой трубы по причине применения ниспадающей схемы опускания дна трубной заготовки на стане FFX;
- при формовке тонкостенных заготовок целесообразно сочетать мероприятия, предотвращающие появление гофров на кромках между клетями стана предварительной формовки FFX, с выбором оптимальной ширины штрипса, позволяющей исключить чрезмерное обжатие заготовки в стане окончательной формовки FP13.
- Помимо обеспечения продольной устойчивости кромок, уменьшение ширины исходной заготовки позволило уменьшить расходный коэффициент металла более чем на 5 кг на тонну готовой продукции.
Полученные закономерности имеют универсальный характер и на данный момент успешно подтверждены при производстве труб из стали К56 (диаметр 530 мм, стенка 6 мм).
Литература:
- Иванов Е.И., Жуковский Б.Д., Калинушкин П.Н. О механизме деформации кромок при непрерывной валковой формовке трубных заготовок // Производство сварных труб: тематический отраслевой сборник. М.: Металлургия. 1974. № 3. С. 1320.
- Официальный сайт компании data M: www.datam.de.
- Рымов В.А., Полухин П.И., Потапов И.Н. Совершенствование производства сварных труб. М.: Металлургия, 1983. 312

