В настоящей статье будут рассмотрены примеры потребности, рынок и ценность постпроцессоров как буферного звена между виртуальной моделью детали на рабочем компьютере технолога-программиста и «живой» аналогичной деталью, изготовленной на конкретном станке с ЧПУ.
Как известно многим, постпроцессор — это небольшой по размеру программный файл, задачей которого является конвертация векторного описания траектории и положения движения инструмента в САМсистеме (CL Dataкод) в команды и циклы того или иного устройства ЧПУ (УЧПУ или стойки) конкретного станка с его определенной кинематической схемой. Стоит отметить, что постпроцессор — это файл, относящийся не только к конкретной модели станка с ЧПУ, но и к конкретной фирме — разработчику (вендору) САМсистемы. То есть условности налагаются на постпроцессор сразу по двум параметрам: станку и САМсистеме.
ITкомпании, осуществляющие внедрение САМсистем на машиностроительных и приборостроительных предприятиях России, на основе собственного опыта уже накопили арсенал постпроцессоров для тех или иных моделей станков с ЧПУ. Особенно это касается наиболее популярных моделей станков таких всемирно известных фирмпроизводителей, как HAAS, Okuma, DMG, Hermle, Mazak и пр. В связи с этим у предприятийпользователей часто возникает вопрос — можно ли запросить бесплатно или за умеренную плату постпроцессор для своего станка, если он уже ранее был создан и отлажен на какомлибо другом производстве? Часто вопрос ставится иначе — можно ли получить базу «стандартных» постпроцессоров, чтобы использовать под свои станки постпроцессоры, сделанные для станков других моделей, но идентичных по кинематике и модели УЧПУ «на борту» соответственно? Применимость к наиболее популярной кинематической схеме станка и наиболее популярной модели стойки как раз и придает постпроцессору оттенок «стандартного».
И действительно, почему стоимость постпроцессоров на рынке так разнится от вендора к вендору? Почему небольшой компьютерный файл может стоить иногда несколько сотен тысяч рублей? Предприятия лишь совсем недавно осознали, что за легальное использование лицензий САМсистем необходимо платить весьма крупные суммы, что это чьято интеллектуальная собственность, которая представляет собой коммерческий продукт, как и любое другое средство производства (станок, инструмент, оснастка и пр.). А тут еще и постпроцессор по стоимости почти равен стоимости программного обеспечения! В нашей статье мы постараемся получить ответы на эти вопросы.
Постпроцессор — индивидуальная разработка под особенности станка
Для начала отмечу, что рынок постпроцессоров определяется огромным обилием марок фирмизготовителей и УЧПУ. И хотя можно выделить сравнительно небольшое количество популярных компоновочных схем станков, но от количества их производителей иногда рябит в глазах! В основном это касается всё вновь появляющихся производств в Республике Корея, в Китае и на Тайване. Каждый производитель старается насытить свою модель станка определенной гаммой тех или иных команд, функций, чтобы выгодно или невыгодно, но хоть какнибудь отличаться от конкурентов. В частности, производитель станка с ЧПУ может добавить в УЧПУ определенный набор команд (макросов) для назначения тех или иных собственных функций и расширения функционала УЧПУ. В качестве примера можно привести следующие макросы для стойки Fanuc:
- G806 — G800 — G801 — G802: макросы для работы на главном шпинделе или устройстве обработки с тыльной стороны;
- G816 — G810 — G811 — G812: макросы для работы на контршпинделе в вертикальном положении;
- G826 — G820 — G821 — G822: макросы для работы на контршпинделе в горизонтальном положении.
Кроме того, как показывает практика, одна и та же модель станка, только разного года выпуска (например, 2012 и 2015 год), также может иметь отличия в наборе поддерживаемых циклов и команд. Во многом это объясняется тем, что год от года меняются модификации УЧПУ, в которых производитель корректирует формат программирования циклов в зависимости от пожеланий пользователей. Вместе с тем, руководства по программированию УЧПУ не успевают меняться, и часто вместе со станком приходит устаревшая или просто стандартная документация. Кроме того, в стандартной документации обычно описан полный набор циклов УЧПУ, а фактически на станке действует лишь определенное их количество. Поэтому постпроцессор, сделанный ранее для такого же станка, может не поддерживать циклы для идентичного, но более нового по дате выпуска.
Кроме того, отличия в функционале одинаковых моделей станков часто продиктованы работой сервисной службы, которая настраивает станок перед продажей. Поскольку системы ЧПУ поддерживают разветвленный алгоритм выполнения команд (позволяют достигать одного и того же результата разными способами/путями), то возникают ситуации, когда УП с одного станка невозможно просто так перенести на такой же, но настроенный другой сервисной службой. Например, при настройке 5координатного вертикальнофрезерного станка сменили направление вращения осей поворота — разница только в знаке перед величиной угла, однако «не глядя» УП для 5координатной обработки уже не передашь с одного станка на другой. Или, что бывает гораздо чаще, для первого станка написали нестандартные макросы, отвечающие за безопасный отвод инструмента по линейным осям, а на втором станке этих макросов нет, и станок начинает выдавать ошибку.
Часто встречаются случаи, когда система координат станка в одной и той же модели может отличаться своим местоположением. В одном случае, например, ноль станка находился в правом нижнем углу рабочей зоны, а в другом — в левом верхнем, а это, в свою очередь, влияет на правила безопасного отвода инструмента в системе координат станка. Помимо этого, бывают случаи, когда станок и постпроцессор поддерживают разные способы круговой интерполяции при обработке. Например, круговые интерполяции можно формировать только с помощью подготовительной функции с параметрами «I» «J» «K», но в постпроцессоре реализован только способ формирования через радиус R или скругление угла. Все эти примеры свидетельствуют о необходимости индивидуальной настройки постпроцессора для каждой единицы станков даже одинаковых моделей, если таковые имеются на производстве.
Стоит отметить одну важную особенность УЧПУ Fanuc, с которой часто приходится сталкиваться при отладке постпроцессора. Функция RTCP (Rotation Tool Control Point), отвечающая за ориентацию оси инструмента при обработке в режиме 5Х на фрезерном станке с ЧПУ, иногда не поставляется на оборонные предприятия России, но об этом становится известно уже после поставки станка, поскольку в документации к стойке описание функции присутствует. То ли это связано с отсутствием мирного договора между Россией и Японией после Второй мировой войны (Fanuc — японский производитель), то ли изза так называемых Вассенаарских соглашений, которые регламентируют распространение и обмен между государствамиподписантами товаров и технологий, которые могут быть использованы по двойному назначению, — неизвестно. Если RTCP поддерживается станком, то никакого пересчета координат с учетом углов на осях вращения при разработке постпроцессора делать не надо — за этот пересчет отвечает УЧПУ, то есть САМсистема передает координаты, рассчитывая только углы на осях вращения. Именно этот механизм дает возможность обрабатывать заготовку в любом месте на столе станка — пересчет координат с учетом реального положения ноля детали и особенностей кинематической схемы станка ведет УЧПУ: онато знает все реальные смещения относительно нуля станка, в отличие от САМсистемы. Но если функция отсутствует, то обработку по пяти координатам приходится вести в каждом кадре УП с пересчетом всех координат движения инструмента относительно центра вращения, что осложняет как разработку постпроцессора, так и работу технолога при проектировании управляющей программы.
К сожалению, на многих предприятиях России существует порочная практика приемки станков с ЧПУ «на доверии». Это означает, что станок может прийти на завод с рядом технических изъянов и неисправностей, но, чтобы не отказываться от купленного станка, которого иногда приходится ждать месяцами, обнаруженные изъяны компенсируются поставщиком станка разными способами. Это может быть и дополнительный режущий инструмент в комплекте, и технологическая оснастка и пр. Тем не менее технически эта компенсация не исправляет имеющуюся неисправность станка.
В результате указанные неисправности обнаруживаются уже тогда, когда идет процесс тестирования УП обработки деталей на станке. Ниже приведен пример подобных изъянов на одном из современных высокотехнологичных токарнофрезерных обрабатывающих центров немецкого производства.
Как оказалось, круговая интерполяция в левом и правом шпинделе формируется системой ЧПУ по разным правилам — может быть, изза особенностей установки систем координат в том и другом шпинделе. Например, вращение главного шпинделя по часовой стрелке задается командой G02, как это и должно быть. Однако команда G02 применительно уже к противошпинделю задает поворот против часовой стрелки. Это несоответствие можно обойти методами создания параметров постпроцессора: при включении противошпинделя поворот против часовой стрелки стал осуществляться функцией G02, а по часовой стрелке — G03. Та же проблема характерна и в отношении радиусной коррекции слева/справа G41/G42.
Следующим изъяном можно считать ошибочную симуляцию обработки на стойке ЧПУ станка. При запуске симуляции обработки на экране системы ЧПУ при 4Х и 5Хобработке в противошпинделе неверно проходит процесс симуляции. Например, при обработке паза по траектории на цилиндрической поверхности деталь может сделать фактический поворот согласно УП на 360°, а на экране происходит поворот только лишь на 2 или 3°. Для решения этих задач необходимо проверять корректность УП по кадрам в ручном режиме.
Однако на этом особенности работы в противошпинделе не заканчиваются. Как выяснилось, противошпиндель станка мог работать лишь с использованием относительной системы координат (СК) G91. При задании координат обработки в абсолютной СК G90 происходит ошибка и остановка обработки. Как известно, при работе в относительной СК, то есть в приращениях, очень неудобно визуально оценивать положение инструмента относительно детали и положение обработки в целом в рабочей зоне станка. Этот факт также осложнил проверку корректности УП при работе в противошпинделе.
Все эти проблемы, конечно же, осложняют отладку постпроцессора на станке, однако их вполне можно обойти или решить программно за счет грамотно разработанного постпроцессора. Но разве правильным является тот факт, что в станке не работают заявленные функции? В то время как за станок предприятие платит несколько десятков миллионов рублей, а стоимость постпроцессора в несколько сотен тысяч рублей со сдачей на станке по детали оценивается как неадекватная.
Ценообразование на постпроцессоры
Однако основная доля в цене постпроцессоров, наверное, лежит в трудоемкости их создания. Стоимость разработки постпроцессора не окупается лишь одной его продажей. Разработка постпроцессора — это долгий наукоемкий труд, который окупается постепенно по факту каждой новой продажи. Это сродни продаже программного обеспечения. Ведь сам программный продукт делается один раз, а потом тиражируется среди клиентов в виде сколь угодно большого количества лицензионных копий. Но это не означает, что продажа одной копии программного обеспечения окупает затраты на ее разработку. В качестве примера также можно привести изготовление штамповой оснастки. Ее проектирование и производство не окупается лишь одной штамповкой, полученной на ней. Для окупаемости иногда требуется произвести десятки тысяч штампованных деталей.
Однако вполне логичным является требование подсчета обоснованности затрат на постпроцессор. Для того чтобы оценить трудоемкость разработки, необходимо, чтобы заказчик предоставил разработчику постпроцессора ответы на следующие вопросы:
1 Образцы деталей (3Dмодели и чертежи), которые планируются для производства на конкретном станке с ЧПУ. Ведь программирование тех или иных циклов в постпроцессоре определяется конструктивными особенностями этих деталей. Чем проще номенклатура, тем легче создание постпроцессора, а следовательно, дешевле. Например, задействование цикла 800 (CYCLE800) для стойки Siemens Sinumerik означает поворот в пространстве системы координат детали для обработки с наклоном на вертикальнофрезерных станках с ЧПУ с кинематикой 3+2. Если на детали, предполагаемой для обработки на станке, нет конструктивных элементов и поверхностей под уклоном, то и прописывать указанный цикл в постпроцессоре незачем. Поэтому если требуется снизить стоимость постпроцессора, то при его разработке можно не учитывать циклы, использование которых не предусмотрено номенклатурой производимых деталей.
2 Образец управляющей программы (УП) для понимания формата, в котором привык работать оператор станка с ЧПУ. То есть образец УП нужен для понимания результата, к которому необходимо стремиться разработчику постпроцессора. Так называемая «шапка» УП должна иметь стартовый набор циклов в определенной последовательности: относительная или абсолютная система координат G91/G90, сохраненный ноль детали G54, выбранная позиция режущего инструмента T01 и пр. Эта последовательность по желанию оператора может быть разной или содержать дополнительные циклы. Также для удобства часто необходимо при генерировании УП разбить ее на блоки, соответствующие каждому отдельному переходу. Для удобства навигации по УП каждому блоку можно присвоить название перехода в комментариях (см. табл. 1 — в заголовке каждого фрагмента УП указан текст перехода, а также параметры инструмента).
Таблица 1. УП без/с применением цикла глубокого сверления G83
УП без применения цикла G83 |
УП с применением цикла G83 |
N100 (4.1 SVERLIT/ OTVERSTIE38 D8.4) ( 12 SVERLO 23013375 GOST 1212177) M370 G826G54T12H11D11B0X120Y0Z120C90S6020 M8 G0Z120.C0. X34.Y0. Z100. G1Z92.F1340 G0Z100. Z94. G1Z86. G0Z100. Z88. G1Z80.536 G0Z100. C24. G1Z92. G0Z100. Z94. G1Z86. G0Z100. Z88. G1Z80.536 G0Z100. C48. G1Z92. G0Z100. Z94. G1Z86. G0Z100. Z88. G1Z80.536 G0Z100. C72. … C 336. |
N100 (4.1 SVERLIT/ OTVERSTIE38 D8.4) ( 12 SVERLO 23013375 GOST 1212177) M370 G826G54T12H11D11B0X120Y0Z120C90S6020 M8 G0Y100. Z120.C0. X34.Y0. Z100. G83Z80.536R100.Q6F1340 A24. A48. A72. A96. A120. A144. A168. A192. A216. A240. A264. A288. A312. A336. G80 |
3 Какая модель станка? Пожалуй, это самый главный пункт. Описание модели станка должно включать не только собственно маркировку производителя и модель УЧПУ. Важным фактором является опциональность станка. Ведь те или иные дополнительные опции могут увеличить количество осей станка, по которым возможны перемещения (например, контршпиндель вместо заднего центра, поворотный стол или поворотная фрезерная голова, наличие приводного инструмента, аксиальный или радиальный приводной инструмент и пр.). А сложность постпроцессора определяется главным образом исходя из общего количества одновременно или последовательно управляемых осей станка с ЧПУ, то есть, в сущности, из кинематической схемы станка. А кроме того, исходя из наличия тех или иных опций станка: команда синхронизации шпинделей для станков с контршпинделем, команда подачи прутка с помощью барфидера при работе с прутком, а не с мерной заготовкой и пр. Поэтому описание модели станка лучше указывать, например, в следующем формате: HAAS ST20Y, 4координатный токарнофрезерный обрабатывающий центр, кинематика XYZC, опции: приводной инструмент по оси C, контршпиндель.
Поэтому если необходимо выяснить, какой же объем работ заключается в стоимости постпроцессора и почему его стоимость так высока, то следует провести анализ рынка подобных работ, задать перечисленные вопросы и получить на них ответы.
Объем работ по постпроцессору
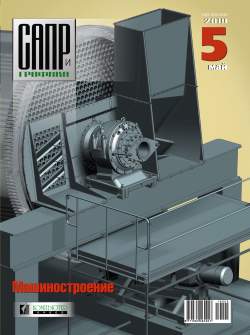
Теперь хочется привести технические примеры ценности средства производства под названием «постпроцессор». Одним из мерил этой ценности является возможность генерировать УП с полной гаммой циклов и функций, присущих конкретному станку. Примером может служить сокращение и упрощение УП благодаря применению циклов глубокого сверления массива отверстий (G83) на цилиндрической поверхности детали (рис. 1, табл. 1). Сквозные отверстия диаметром 8,4 мм в количестве 15 штук с шагом 24° расположены на внешней поверхности тела вращения.
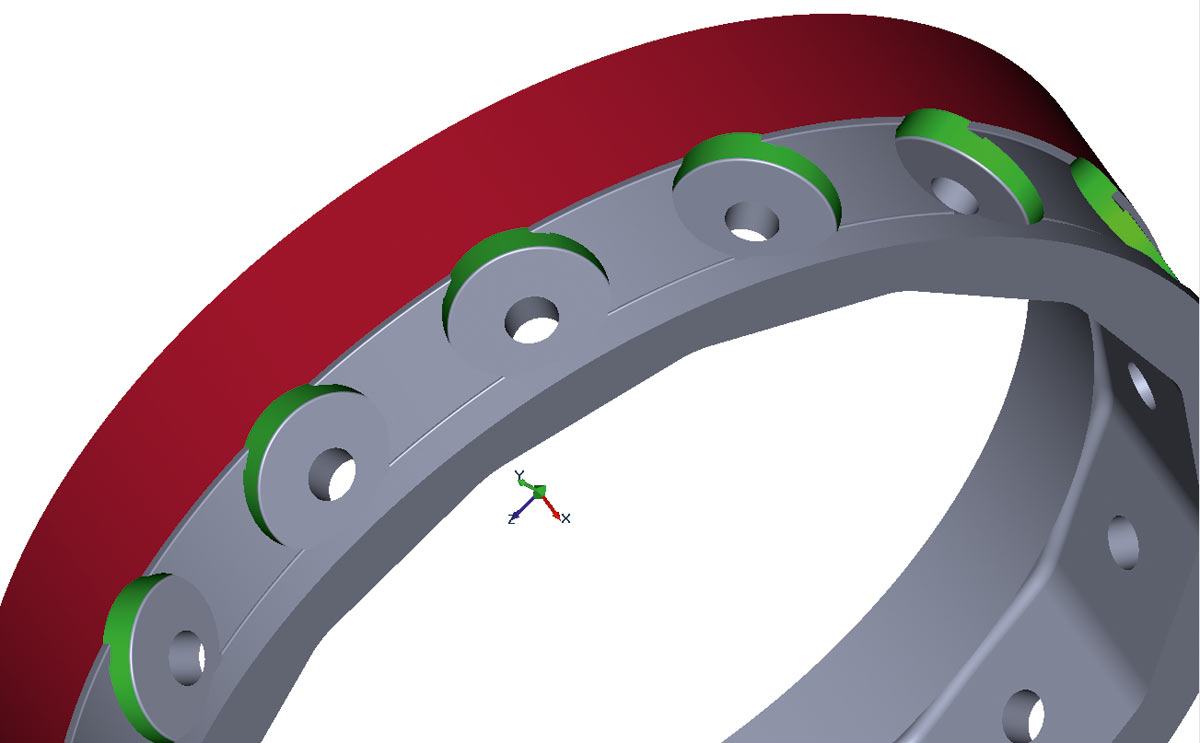
Рис. 1. Массив отверстий на цилиндрической поверхности
Из приведенной табл. 1 видно, что УП за счет использования соответствующих циклов можно значительно сократить. Ведь в первом случае обработку придется вести за счет стандартных команд быстрых и рабочих линейных перемещений и поворота детали вокруг оси C вплоть до значения в 336°, когда будет просверлено последнее отверстие. А во втором случае все параметры обработки задаются всего один раз, а потом тиражируются с каждым поворотом вокруг оси A вплоть до завершения действия цикла G83 с помощью команды G80.
Таблица 2. УП без/с применением цикла чернового точения G71
УП без применения цикла G71 |
УП с применением цикла G71 |
N100 (RASTOCHIT OBLAST) ( 4 REZEC PLASTINKA ROMBICHESKAYA B4) M370 G826G54T1000H11B90X0Y0Z0S500 G0Z5. X9.232 Z2. G1Z33.866F0.1 X8. G0Z2. X10.463 G1Z33.866 X9.232 G0Z2. X11.695 G1Z33.866 X10.463 G0Z2. X12.927 G1Z33.866 X11.695 G0Z2. X14.159 G1Z33.532 X12.927 G0Z2. X15.39 G1Z33.176 X14.159 G0Z2. X16.622 G1Z25. X15.39 G0Z2. X17.854 G1Z25. X16.622 G0Z2. X19.086 G1Z0.616 X17.854 G0Z2. X24.317 G1X18.917Z0.7 Z25. X16. Z33. X13.Z33.866 X12.927 G0Z2. M85 |
N100 (RASTOCHIT OBLAST) ( 4 REZEC PLASTINKA ROMBICHESKAYA B4) M370 G826G54T1000H11B90X0Y0Z0S500 G0Z5. X8. Z2. G71.7U0.616R0.1 G71.7P102Q104U0.W0.F0.1S0 N102G0X24.317 G1X18.917Z0.7 Z25. X16. Z33. X13.Z33.866 N104X8. M85 |
Следующий пример касается использования токарных циклов. За образец возьмем цикл чернового точения вдоль оси Z G71. Рассмотрим процесс растачивания внутренней цилиндрической поверхности детали (рис. 2, табл. 2).
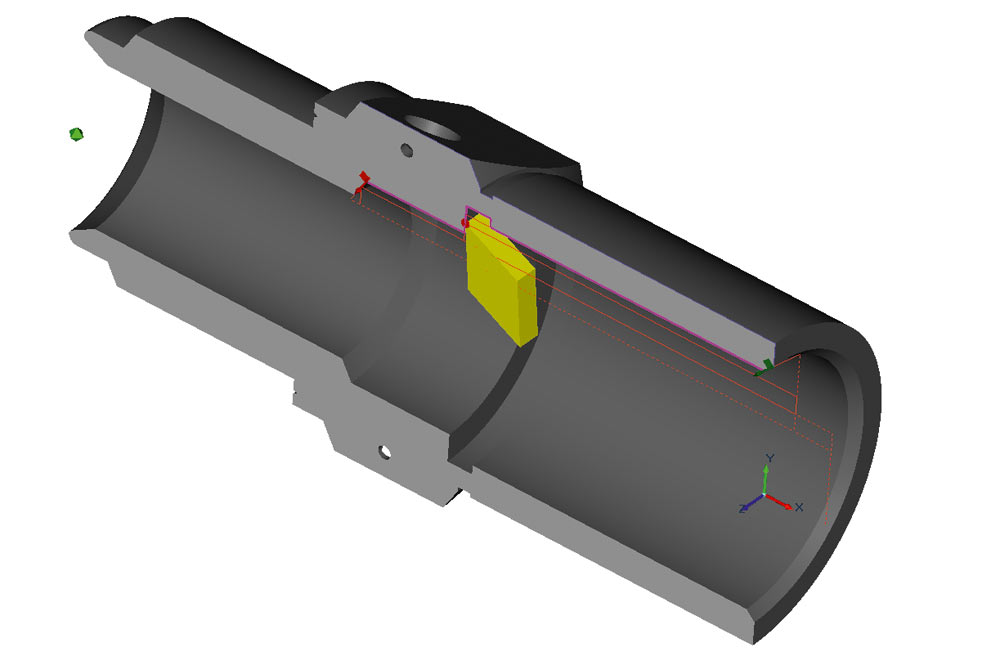
Рис. 2. Растачивание по контуру
Снова отчетливо заметно сокращение УП. Если в первом случае обработка опять ведется за счет быстрых и рабочих (G0 и G1 соответственно) перемещений резца по заданным координатам, то во втором с помощью цикла G71 удалось сократить УП благодаря использованию параметров, которые означают соответственно: P, Q — кадры начала и конца описания геометрии обрабатываемого контура, U — недоработка в направлении оси X (припуск по X), W — недоработка в направлении оси Z (припуск по Z), F и S — подача и обороты.
Еще одним образцом полезного применения циклов служит процесс обработки на токарнофрезерных обрабатывающих центрах с приводным инструментом в полярной системе координат (цикл G112). На рис. 3 изображен процесс фрезерования по контуру прямоугольника на торце тела вращения. Обработка в полярной СК, с точки зрения САМ, удобна, например, в случае обработки на торце тела вращения на токарном оборудовании, поскольку применение полярной системы координат по своей математической природе позволяет вести обработку по координате Y фактически без наличия таковой на станке (виртуальная ось Y), а именно, за счет синхронизации поворота вокруг оси C и линейного перемещения фрезы по координате X. Иначе при обработке дуг или скруглений на торце пришлось бы отключать круговую интерполяцию, так как в параметрах ее написания содержится координата оси, которой на станке нет (например, G02 X3.0 Y3.0 I3.0 J0.0 F100). Соответственно, для получения дуги, центр которой не лежит на оси вращения шпинделя, придется аппроксимировать ее отрезками, что значительно увеличивает длину УП и снижает качество поверхности изза огранки. А при работе в полярной системе координат задача синхронизации движений по одной линейной и круговой оси перекладывается на математический аппарат УЧПУ.
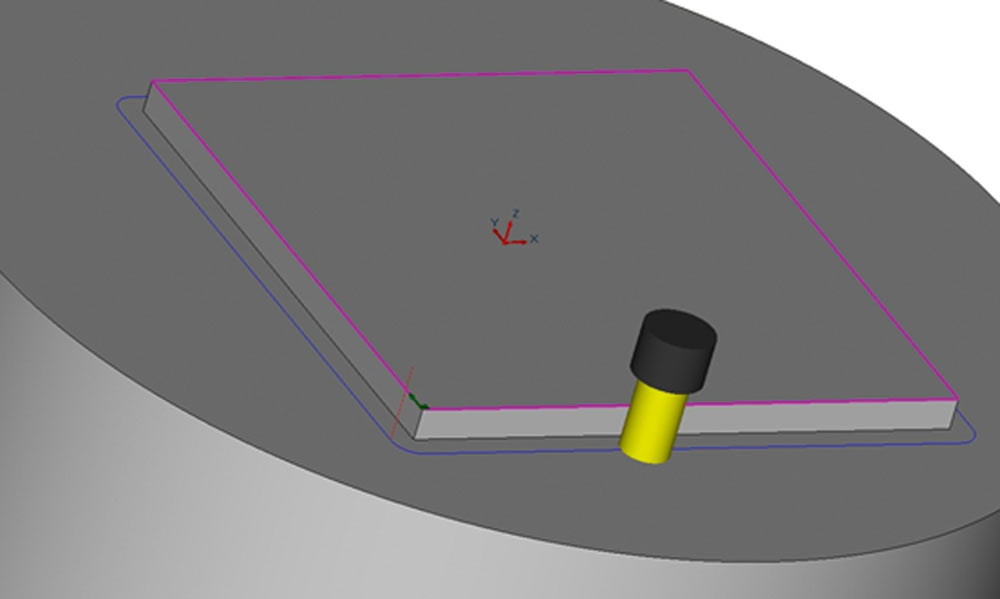
Рис. 3. Обработка прямоугольника по контуру на торце тела вращения в полярной системе координат
Таким образом (табл. 3), можно оценить, как применение цикла G112 помогает осуществлять обработку контуров по всем трем линейным осям (XYZ) на торцах валов и других тел вращения при отсутствии фактической оси Y, благодаря чему для подобных примеров можно использовать кинематически более простые станки.
Таблица 3. УП без/с применением цикла обработки в полярной системе координат G112
УП без применения цикла G112 |
УП с применением цикла G112 |
N100(FREZEROVAT STENKU) ( 1 FREZA KONCEVAYA D30 ) T0101 G54 M10 M70 G28C0. G0C180. G95G97S500M3P13 G90G0Z0. X0. Y0. M8 G0X409.358Y177.791Z350. Z300. G1G94X290.678F20. G3X320.678Y162.791Z300.R15. G1Y187.227 G3X290.678Y202.227Z300.R15. G1X409.358 G3X439.358Y187.227Z300.R15. G1Y162.791 G3X409.358Y177.791Z300.R15. G0Z350. G1X0.F1000. G0C0. |
N100(FREZEROVAT STENKU) ( 1 FREZA KONCEVAYA D30 ) T0101 G54 M10 M70 G28C0. G0C180. G95G97S500M3P13 G90G0Z0. X0. Y0. G112 M8 G0X409.358Z350.C177.791 Z300. G1G94X290.678F20. G17G3X320.678Z300.C162.791R15. G1C187.227 G3X290.678Z300.C202.227R15. G1X409.358 G3X439.358Z300.C187.227R15. G1C162.791 G3X409.358Z300.C177.791R15. G0Z350. G1X0.F1000. G0C0. G112 |
Одна из часто встречающихся проблем станков с ЧПУ как старого, так и более нового образца — недостаточный объем внутренней памяти для хранения и воспроизведения УП. Запуск УП со сменных USBносителей также не всегда удобен, поскольку считывание информации идет небольшими порциями и не позволяет в полном объеме оценить корректность выполнения УП, особенно на стадии отладки программы при запуске обработки новой детали. Решением может послужить переход на автоматическое создание параметрических программ. На рис. 4 изображен пример сверления большого массива отверстий. Для упрощения можно задать параметры обработки одного отверстия, а потом тиражировать ее в определенные места на детали в необходимом количестве. В итоге, исходными параметрами для обработки стали шаг отверстий по оси X, шаг отверстий по оси Y и угол наклона сетки отверстий, а задачей CAMсистемы, в свою очередь, стала генерация УП, обеспечивающая обработку отверстий в определенном порядке с помощью подпрограмм. В табл. 4 приведен образец УП с использованием подпрограмм для обработки детали с массивом отверстий, где L — это имя подпрограммы, а Р — количество повторений.
Таблица 4. Фрагмент УП сверления отверстий с помощью подпрограмм
Фрагмент УП с использованием подпрограмм |
%MPF40 (€ђ1600) (T1 Sverlo D10) (Setka: 7462 otv) (1 rjad, 46 otv) :1G90G0G55X616Y913.365Z0 N2W150 N3M3S500 N4W0 N5L41P22 N6L42 N7L41P22 N8L1 N9L35 (2 rjad, 48 otv) :10G90G0G55X627Y894.313Z0 N11W0 N12L41P23 N13L43 N14L41P23 N15L1 N16L35 (3 rjad, 50 otv) :17G90G0G55X638Y875.26Z0 N18W0 N19L41P24 N20L44 N21L41P24 N22L1 N23L35 ……. |
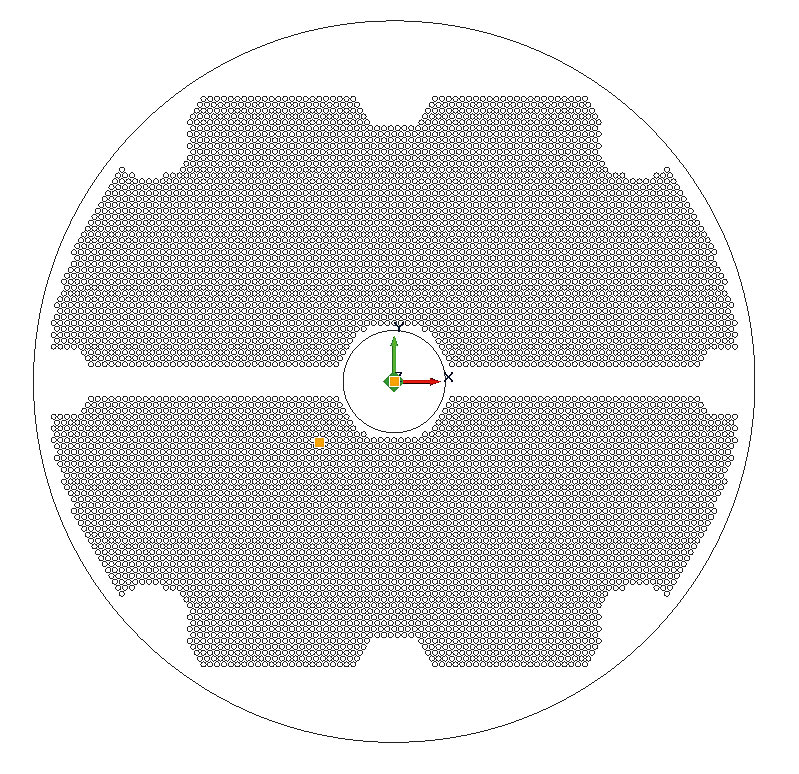
Рис. 4. Деталь с массивом отверстий, которая обрабатывается с помощью подпрограмм
Таблица 5. Измерительная УП
Фрагмент УП комплексного обмера детали с применением измерительных циклов |
G54 TRAFOOF M11 G1 A0. C0. F6000. M10 TRAORI G54 TRANS X0. Y0. Z0. AROT X0. Y0. Z0. TRAFOOF M11 G1 A90. C0. F6000. M10 TRAORI G54 TRANS X0 Y0 Z0 AROT X90 Y0 Z0 X55.272 Y5.376 Z100. F8000. Z57.6 Z7.6 Z5.6 F200. _MVAR=0 _SETVAL=14 _PRNUM=1 _MA=1 _KNUM=0 _FA=2 _TSA=10 _VMS=300 _NMSP=1 CYCLE978 PARAM1=_OVR[4] ; DEYSTVITELNAYA COORDINATA Z7.6 F200. Z9.6 F8000. X65.566 Y6.026 Z7.6 Z5.6 F200. _MVAR=4.421 _SETVAL=10 _PRNUM=1 _MA=3 _KNUM=0 _FA=5 _TSA=1 _VMS=300 _NMSP=0 _ID=0 CYCLE977 Z7.6 F200. Z100. F8000. INIZIO TRAFOOF M11 G1 A0. C0. F6000. M10 TRAORI G54 TRANS X0 Y0 Z0 AROT X0 Y0 Z0 X24.842 Y8.921 F8000. Z50. Z13. Z11. F200. _MVAR=0 _SETVAL=7.6 _PRNUM=1 _MA=2 _KNUM=0 _FA=2 _TSA=10 _VMS=300 _NMSP=1 CYCLE978 PARAM1=_OVR[4] ; DEYSTVITELNAYA COORDINATA IF PARAM1>PARAM1 PARAM2=PARAM1PARAM1 ELSE PARAM2=PARAM1PARAM1 ENDIF PARAM2=(ROUND(PARAM2*1000)/1000) WRITE(ERROR,»REPORT»,»0») WRITE(ERROR,»REPORT»,»1 RAZMER 3.2=»< ……. |
Как известно, современные станки с ЧПУ сегодня могут быть опционально оснащены измерительным щупом для обмера детали после выполнения всей обработки или ее части. Это удобно, когда необходимо свести к минимуму количество брака. Процесс обмера детали оператор станка с ЧПУ может осуществить в ручном режиме. Но у этого способа есть множество недостатков:
- он занимает слишком много времени, так как кадры УП измерений оператор создает непосредственно на пульте УЧПУ станка. Кроме того, процесс усложняется, если обрабатываемые элементы расположены на разных плоскостях;
- время еще больше увеличивается, если речь идет об обмере ряда деталей на паллете при многопозиционной обработке;
- набор стандартных измерительных циклов стойки ограничен и иногда не позволяет определить произвольные размеры между определенными элементами детали.
Поэтому для ускорения и автоматизации контрольноизмерительных операций современные CAMсистемы имеют определенный набор инструментов. Некоторые разработчики САМсистем внедряют в свои системы дополнительные программные модули для генерирования траекторий щупа. То есть создание траекторий щупа завязано на геометрию того или иного конструктивного элемента (КЭ: отверстие, окно, уступ и пр.), который необходимо обмерять. Например, G65 P9814 D50 Z10 S4 —цикл обмера отверстия/вала или G65 P9815 X0 Y0 I20 J20 S6 — цикл обмера внутреннего углового элемента для измерительной системы Renishaw. Однако некоторые размеры, которые необходимо контролировать при обработке детали, не могут быть измерены с помощью стандартных измерительных циклов, реализованных в ЧПУ. Примером может служить межцентровое расстояние между двумя отверстиями. Кроме того, самому технологу может потребоваться снять размеры детали, отталкиваясь не от конструкторских баз, а от технологических, чтобы исключить погрешность базирования. Поэтому правильнее будет контролировать не просто размеры отдельных элементов детали, а расстояния между теми или иными элементами в любых вариациях. Для этого необходимо на 3Dмодели в CAMсистеме указывать точки контакта щупа и задействовать специальные средства измерения, реализованные в САМмодуле, которые позволяют создать УП измерения детали с использованием измерительных циклов стойки станка в различных комбинациях. Кроме того, такой постпроцессор позволяет вывести результаты измерений в удобный файл отчета (рис. 5). Также хочется отметить, что один и тот же постпроцессор может генерировать УП механической обработки детали и УП измерений после обработки. Но эта функция должна обеспечиваться в большей степени возможностями CAMсистемы, позволяющей в одном проекте объединять обрабатывающие и измерительные операции, и генерировать общий CL Dataкод.
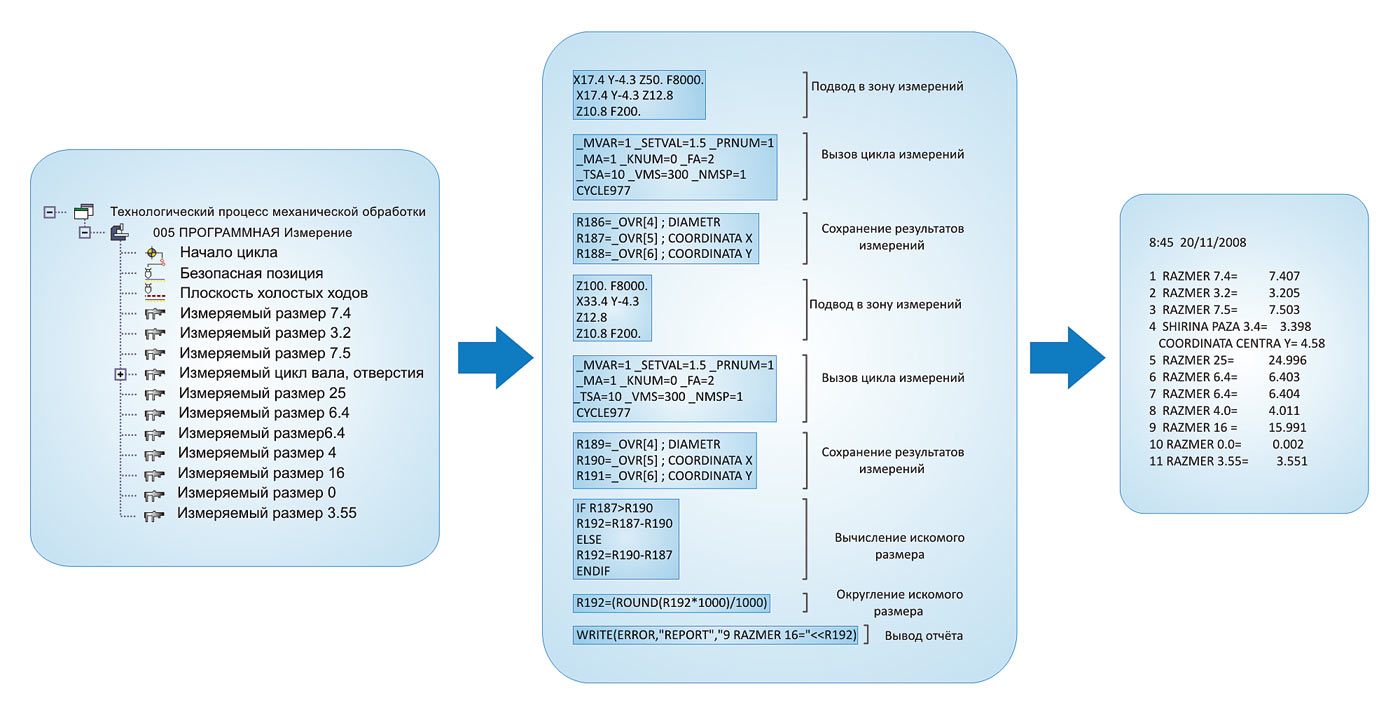
Рис. 5. Маршрут, УП и файл отчета по измерениям
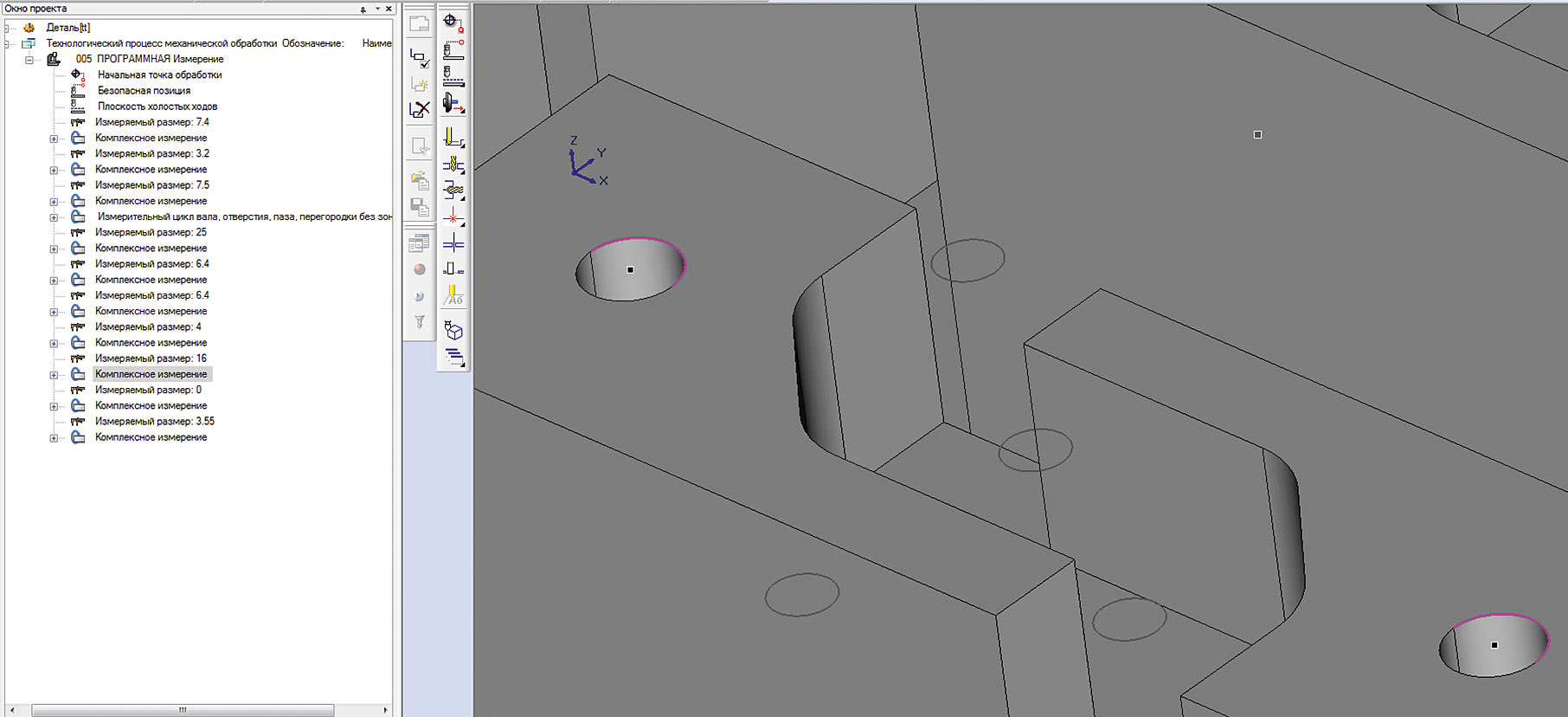
Рис. 6. Дерево измерений и отверстия, между центрами которых происходит измерение расстояния
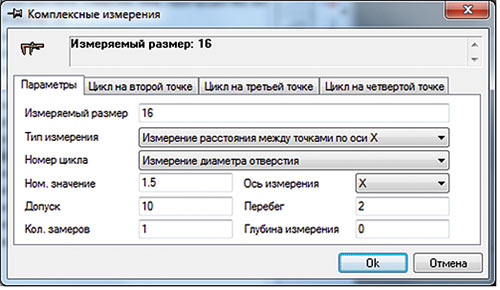
Рис. 7. Параметры стандартного цикла измерения 1-го отверстия
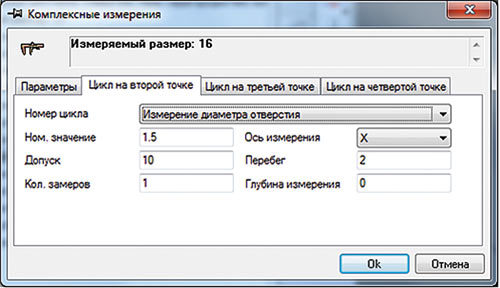
Рис. 8. Параметры стандартного цикла измерения 2-го отверстия
Рассмотрим пример. На рис. 6 изображены два отверстия на модели, расстояние между которыми необходимо измерить. Для этого сначала нужно вычислить центр 1го отверстия с помощью стандартных циклов. На рис. 7 можно увидеть параметры этого замера, где 16 — порядковый номер измеряемого размера, 1,5 мм — номинальный диаметр нашего отверстия, 10 мм — квалитет точности, 2 мм — перебег, то есть расстояние, за которое включается измерительный цикл. Остальные параметры говорят сами за себя. То же самое касается 2го отверстия (рис. 8). Когда центры отверстий найдены, то технологпрограммист включает расчет траекторий перемещений щупа между отверстиями и с помощью постпроцессора происходит генерирование измерительной УП, а также запись результата в файл протокола. В табл. 5 приведен текст УП обмера всей детали по заранее заданным точкам.
***
Итак, мы рассмотрели, с какими непредсказуемыми проблемами сталкивается разработчик постпроцессора для того или иного станка, а также коснулись определенных функций и циклов УЧПУ, которые необходимо реализовывать при создании постпроцессора. На текущий момент практически любая современная CAMсистема дает пользователю самый удобный и широкий инструментарий проектирования обработки детали. Однако основной практической ценностью CAMсистемы является возможность получения детали не на экране монитора, а на определенном станке с ЧПУ за минимальное время и согласно всем требованиям чертежа. При использовании «стандартного постпроцессора» он обходится стандартными ошибками, которые сводят на «нет» саму сущность автоматизации: возложение части человеческих функций на «машину». Как раз адаптация САМсистемы под каждый конкретный станок с ЧПУ в виде отладки постпроцессора и позволяет своевременно и безошибочно производить детали на этом станке. Именно качественное осуществление таких сервисных работ является приоритетом при внедрении отечественной САМсистемы ADEM CAM, которая почти за 30 лет своего существования зарекомендовала себя более чем на 500 предприятиях России и зарубежья.

